¶ 更新记录
| 序号 | 版本号 | 更新时间 | 迭代内容 |
| 1 | V1.0 | 2023.08.15 | 首次发布 |
¶ 设备、材料、软件及工具/辅料
所用设备
| 序号 | 设备名称 | 软件版本 |
| 1 | UltaCraft Reflex打印机 | V1.2.7.10及以上版本 |
| 2 | UltaCraft Wash清洗机 | / |
| 3 | UltaCraft Cure固化箱 | / |
所用树脂材料
| 序号 | 材料名称 | 材料信息 | 可打印层厚 |
| 1 | Production PAP10 | 精细应用树脂,岩灰色(Ash Grey) | 30um |
所用前处理软件
| 序号 | 软件名称 | 软件版本 |
| 1 | Blueprint Studio | V1.0.7及以上版本 |
打磨使用工具或辅料
| 序号 | 物料名称 | 备注 |
| 1 | 剪钳 | / |
| 2 | 笔刀/美工刀 | / |
| 3 | 海绵砂纸 | 500目,1000目,1500目 |
| 5 | 背胶砂纸 | 500目,1000目,1500目 |
| 6 | 打磨板 | / |
| 7 | 镊子 | / |
¶ 工艺参数
¶ 支撑参数
微缩应用脚手架自动支撑参数
| 支撑主体 | 抬升高度(mm) | 4 |
| 支撑主干直径(mm) | 0.60 | |
| 支撑临界角(°) | 35 | |
| 脚手架结构 | 网格尺寸-XY | 4.5 |
| 网格尺寸-Z | 6 | |
| 简化支撑级别 | 2 | |
| 支撑密度 | 支撑锚点间距(mm) | 2.5 |
| 边界锚点间距(mm) | 2 | |
| 连接体 | 尖部直径(mm) | 0.3 |
| 长度(mm) | 1.5 | |
| 接触点 | 形状 | 无 |
| 嵌入深度(mm) | 0.15 |
¶ 清洗参数
BJD应用清洗参数
| 序号 | 转速 | 清洗剂 | 清洗时间 |
|---|---|---|---|
| 1 | 分板:80 r/min 整板/有保护壳:200 r/min |
95%酒精 | 粗洗2min + 精洗2min |
¶ 后固化参数
BJD应用后固化参数
| 序号 | 固化介质 | 是否加热 | 固化时间 |
| 1 | 空气 | 否 | 30 min |
¶ 设计参数
微缩应用设计参数推荐
| 序号 | 设计项 | 设计要求 | 图示 |
| 1 | 最小柱子 | 可打印直径0.15mm,高度4mm的柱结构 |  |
| 2 | 最小孔洞 | 可打印最小直径0.20mm,最大深度2mm的孔洞结构 |  |
| 3 | 最小缝隙 | 可打印最小缝隙0.20mm | 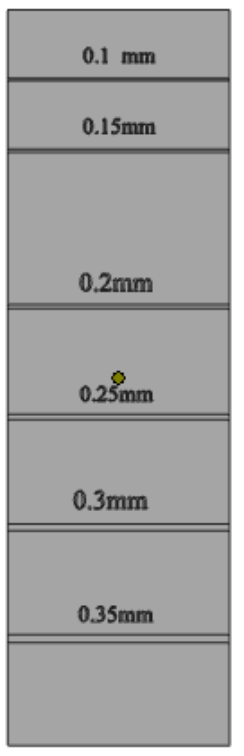 |
| 4 | 单悬臂梁 | 可打印最长单悬臂梁1mm |  |
| 5 | 无支撑角度 | 可打印无需支撑且能完整成型的最小角度25° |  |
| 6 | 最薄壁厚 | 可打印最小壁厚0.20mm |  |
| 7 | 孤岛 | 明显掉板或者掉皮的孤岛的总数0个 |  |
¶ 前处理流程
¶ 新建项目
-
打开Blueprint Studio软件,进入前处理。
-
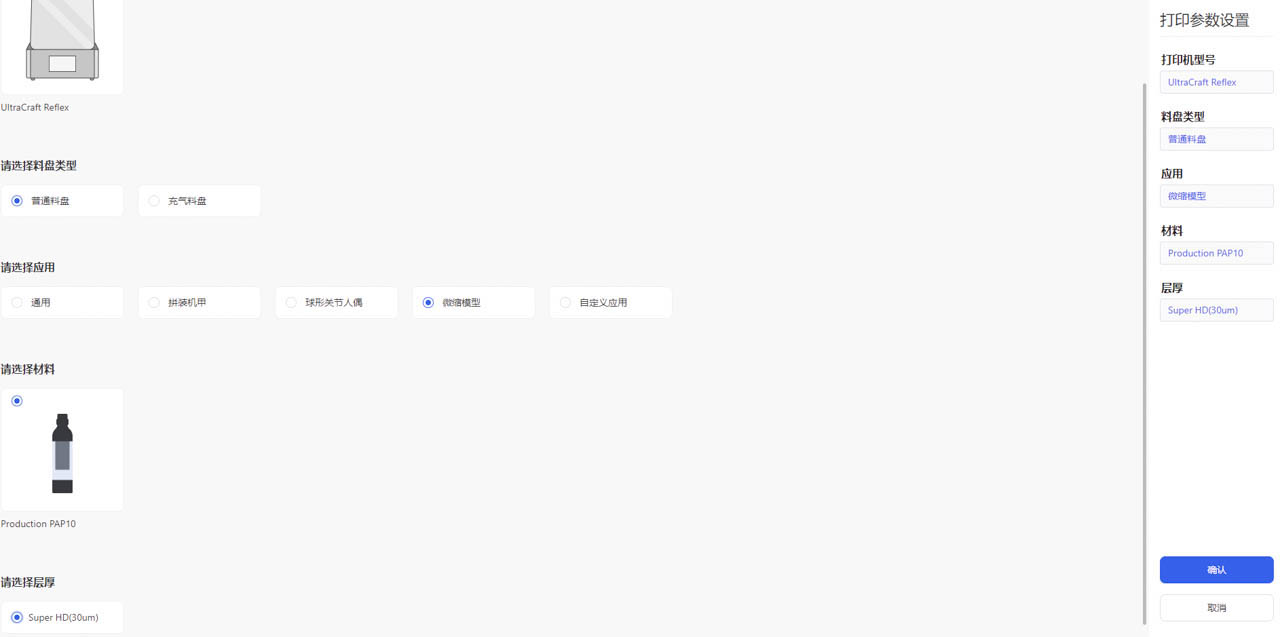
新建云端项目,分别选择参数【UltraCraft Reflex、常规料盘、微缩、Production PAP10材料、Super HD(30um)】,并确定。
¶ 编辑
1.在新项目中导入模型,点击导入按钮或者拖动模型到网页。
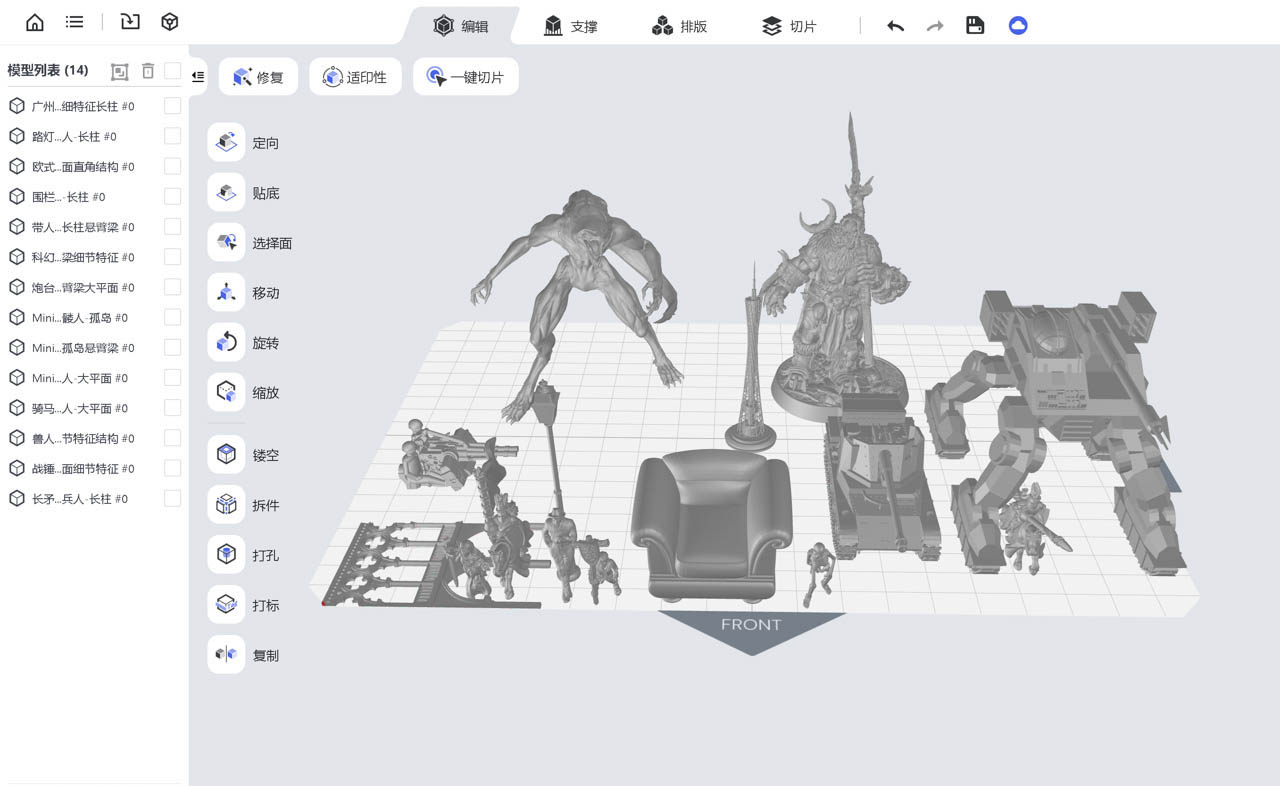
2.摆放:使用【移动】功能调整模型摆放位置,【旋转】功能调整模型角度。
微缩应用不同模型摆放方式推荐
| 序号 | 模型分类 | 摆放说明 | 摆放示意 |
| 1 | 人脸以及精细特征纹理结构 | 朝上摆放,避免支撑加到人脸以及精细特征纹理结构 |  |
| 2 | 地台类大平面结构 | 1. 底座略微倾斜避免大截面 2. 当对表面要求比较高时推荐倾斜角度为41.09°,此时对应的支撑角度推荐用45°; 当对表面要求较低时推荐倾斜角度为30°,此时对应的支撑角度推荐用35°。 |
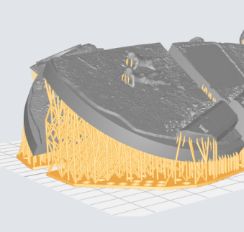 |
| 3 | 比例模型(军模类) | 此类结构包含大平面结构以及特征结构,推荐倾斜摆放,当对表面要求较低时推荐倾斜角度为30°,此时对应的支撑角度推荐用35°。 | 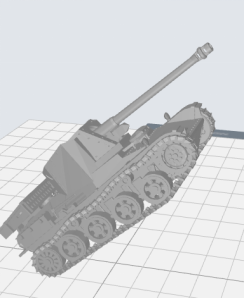 |
| 4 | 其它模型 | 无特定摆放方式,基于倒杯口、少支撑原则摆放 |  |
¶ 排版
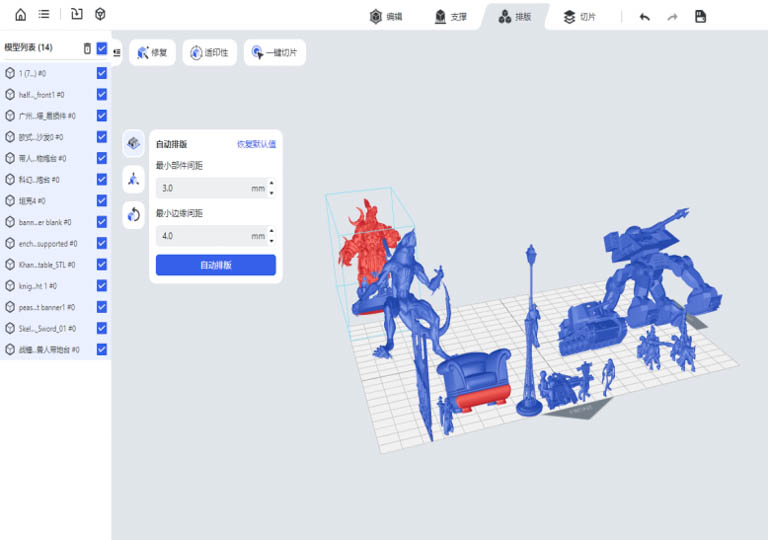
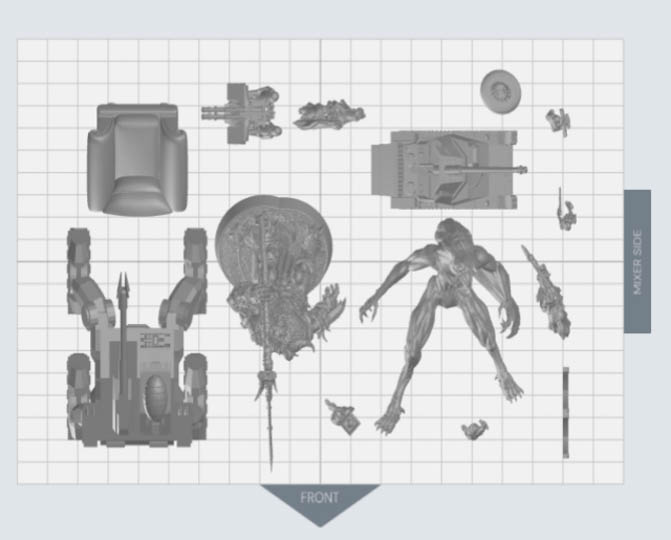
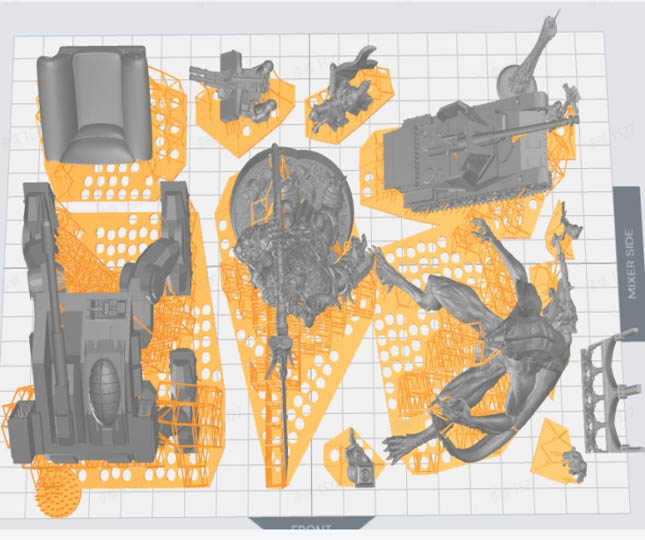
排版:在【排版】界面,可旋转和移动模型,调整模型打印位置至模型间不碰撞,模型底板能够相连,以便后期模型清洗,推荐排版参数:最小部件间距3mm,最小边缘间距4mm。
| 模型排版示意 | |
 |
 |
¶ 支撑
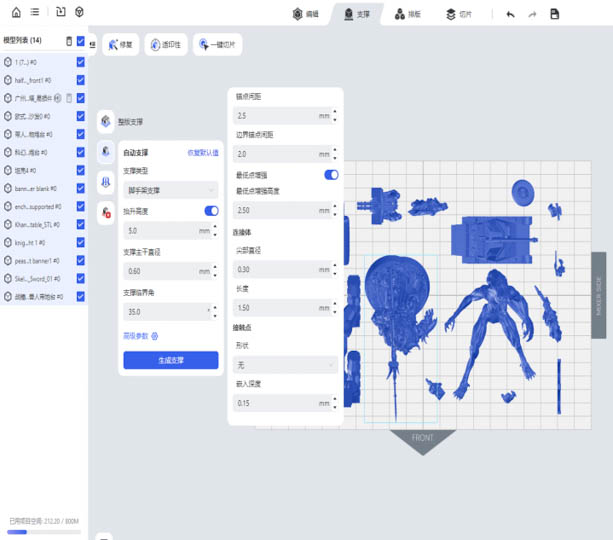
- 自动支撑:模型编辑完成后,全选模型,以【自动支撑】的默认支撑参数生成自动支撑。(支撑点大小最小为0.2mm)
| 以默认参数生成自动支撑 | |
 |
 |
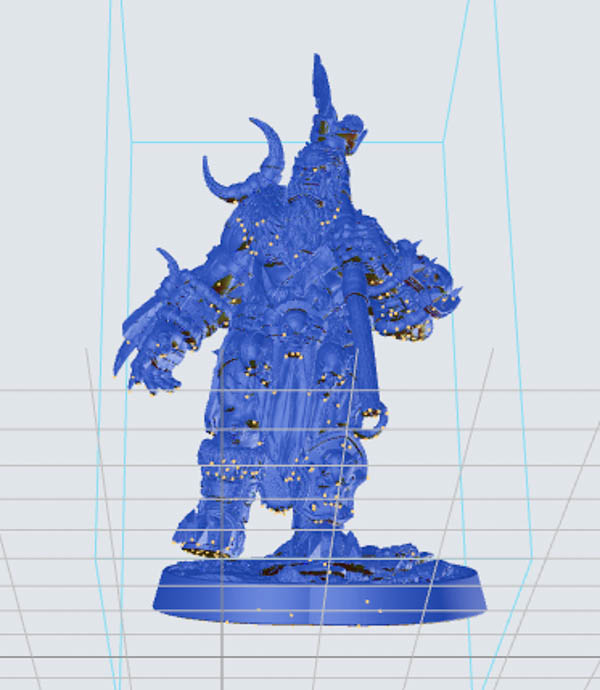
- 手动支撑:观察模型自动支撑的支撑点位置,评估人脸以及精细特征纹理结构等关键位置支撑是否为最低点,若不是可通过手动支撑编辑将其去除。
手动删除部分支撑
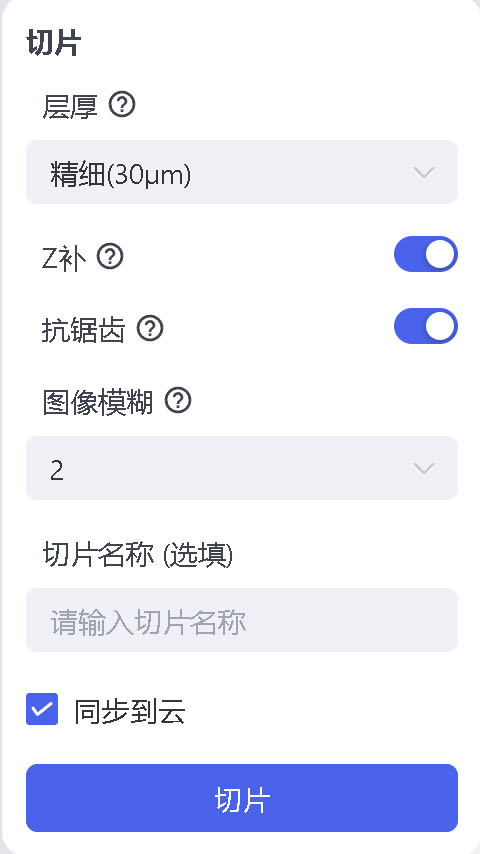
¶ 切片
-
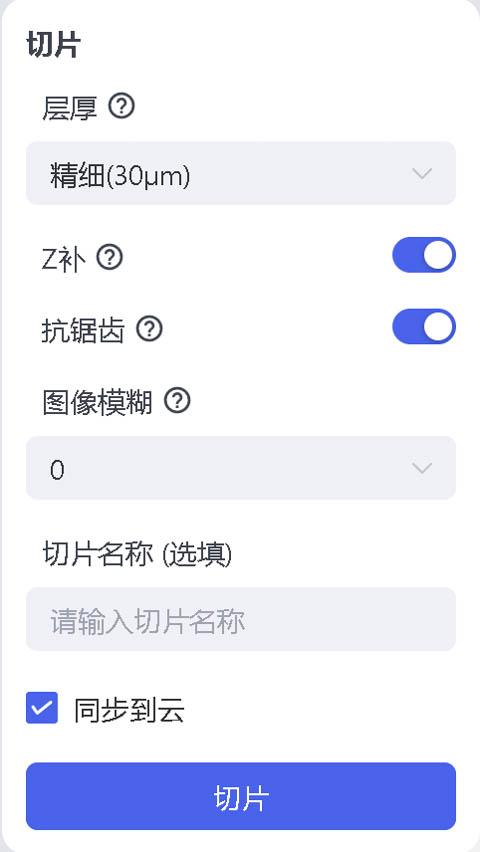
在【切片】界面,以层厚30um、Z补开启、抗锯齿开启、图像模糊等级0的参数进行切片。
-
若对模型的表面光滑要求高,可将图像模糊等级改为2。
-
对于极端细节模型(尺寸细节小于0.2mm),建议关闭抗锯齿、图像模糊功能进行切片。
| 常规表面质量切片参数 | 光滑表面切片参数 |
 |
 |
¶ 打印
| 切片文件云端传输至打印机 | 打印完成 |
 |
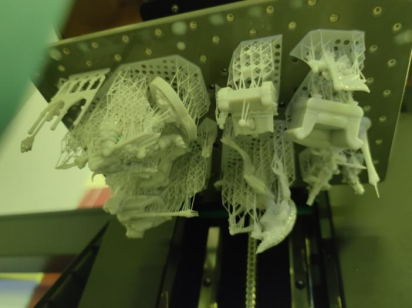 |
¶ 后处理工艺
¶ 清洗工艺
- 将铲下来的模型,放入带有酒精(非全新95%酒精)的UltraCraft Wash 粗洗清洗槽内清洗,酒精需浸没模型,模型间距在1mm以上,数量不可过多或堆叠以避免对模型表面摩擦损伤;

-
清洗参数可以通过云平台任务下发或手动输入;
-
在模型粗洗结束后,将模型放入干净酒精(全新95%酒精)的精洗槽内二次清洗;
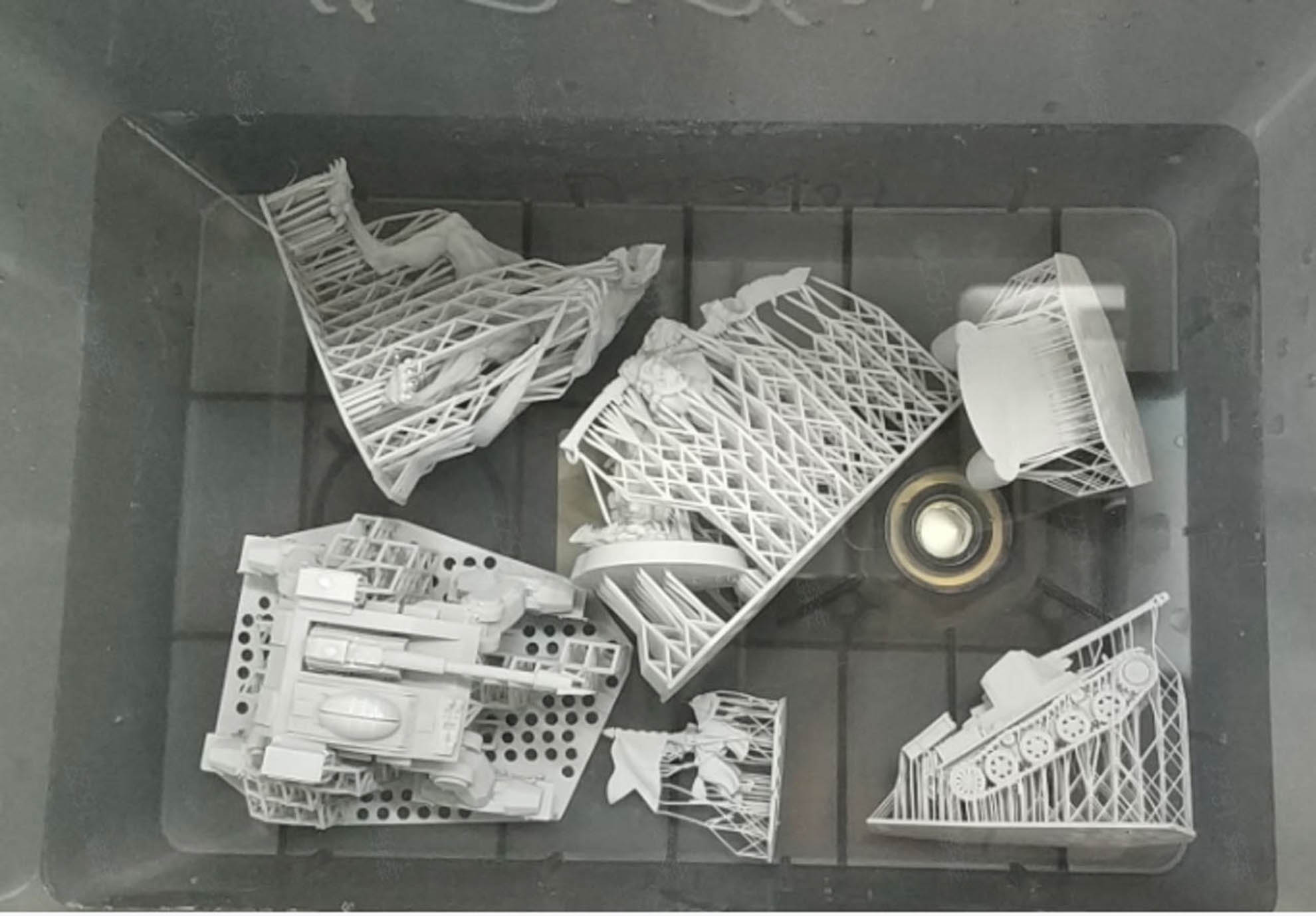
- 清洗后,拿出来用吹风筒吹干或晾干模型表面酒精液体。
¶ 去支撑
- 大壁厚大平面模型可徒手去掉支撑(抓住模型左右旋转即可)。
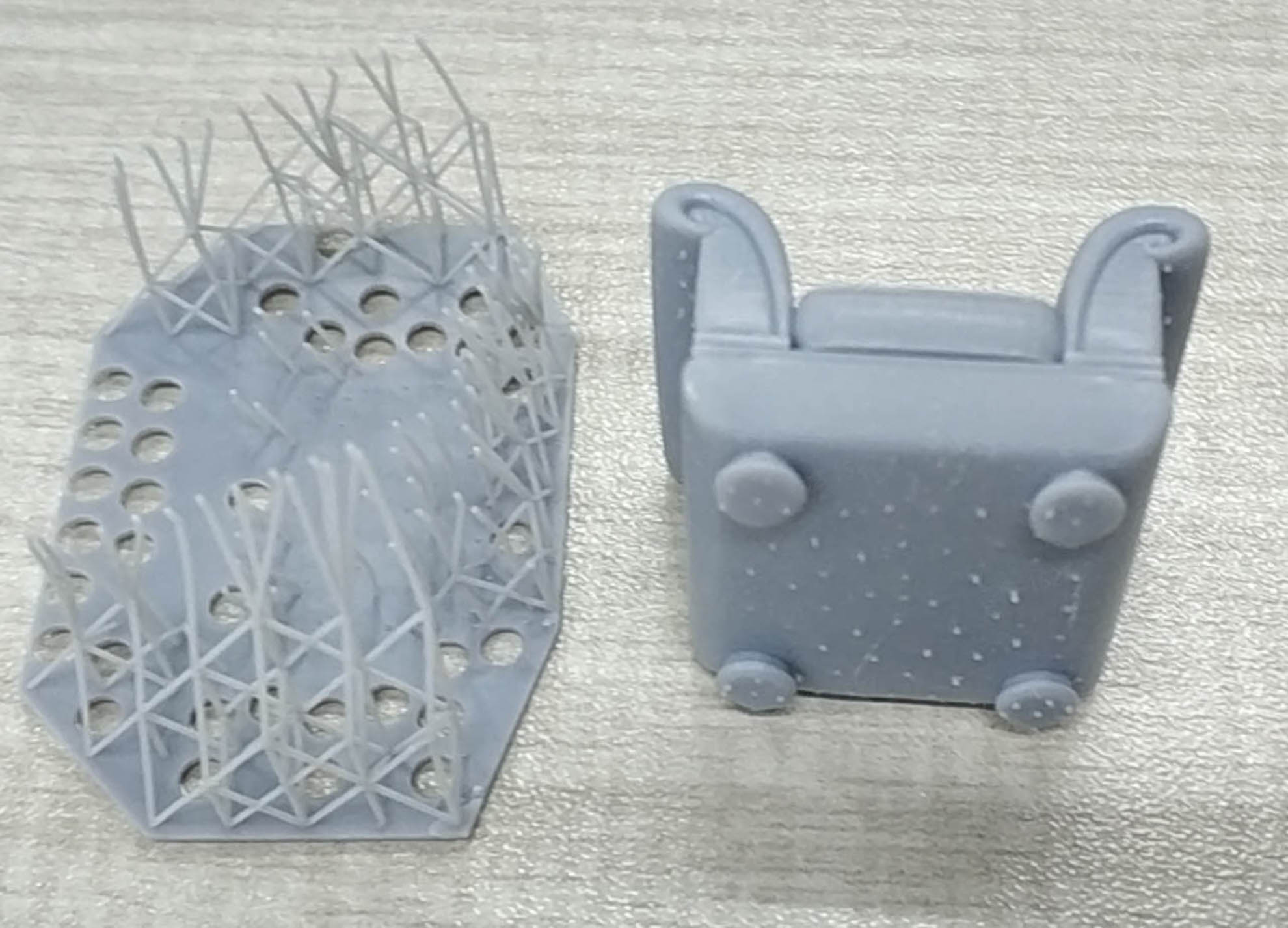
- 薄壁或精细特征结构的模型使用笔刀或水口钳去除支撑。

¶ 后固化工艺
-
将清洗吹干后的模型放置在UltraCraft Cure固化箱内固化,固化介质为空气;
-
固化参数可以通过云平台任务下发或手动输入;

¶ 打磨
¶ 曲面打磨
-
模型曲面支撑点可直接用300-400目海绵砂纸进行粗打磨,以达到支撑点表面平整;
-
后使用800-1000目海绵砂纸对模型二次打磨,直至模型表面无明显的打磨痕迹;
-
再使用1500-2000目海绵砂纸对模型进行整体细磨,以保证模型表面质感一致且光滑;
-
若对模型表面后更高的要求,可使用更高目数的砂纸或抛光膏进行打磨抛光。

¶ 平面打磨
1.建议平面模型使用背胶砂纸贴在打磨板上进行始终同一方向打磨,以达到平面打磨平整,不起伏;
2.砂纸目数由小到大,直至打磨出合适的表面。

¶ 薄壁或细节结构打磨
-
对于薄壁或细节结构,可使用笔刀轻削支撑点,直到与平面大致平整;
-
后使用1000~1200目砂纸(根据实际情况选用砂纸),打磨到表面过渡平滑即可;
-
若对模型表面后更高的要求,可使用更高目数的砂纸或抛光膏进行打磨抛光。
¶ 狭缝位置打磨
可使用镊子夹取少量砂纸进行小区域打磨,砂纸目数由小到大。