¶ 材料介绍
¶ 总览
Casting PAC10精密铸造蜡型树脂是一款细节还原度高且成型能力强的实色蜡模材料,具有一定的韧性、强度及较优的表面硬度;极高的成型精度、尺寸稳定性、颜色稳定性;低膨胀率,低气味,低灰分,可燃尽,铸件表面光滑;适用于首饰、珠宝、工业件等失蜡铸造应用领域,满足轻实体(戒指,耳环,吊坠),精细特征结构(耳钉,丝网状饰品配件),重实体(手镯,重型戒指)等精密铸造应用需求。
¶ 材料应用方向建议
1、轻实体(戒指,耳环,吊坠)
2、精细特征结构(耳钉,丝网状饰品配件)
3、重实体(手镯,重型戒指)
¶ 性能指标
| Casting PAC10基础性能参数表 | |||
| 分类 | 项目 | 标准 | 数值 |
| 刚性 | 拉伸强度(MPa) | ASTM D638 | 20.03-21.83(21.05) |
| 拉伸模量(MPa) | ASTM D638 | 407.41-448.27(431.71) | |
| 弯曲强度(MPa) | ASTM D790 | 28.32-30.14(29.54) | |
| 弯曲模量(MPa) | ASTM D790 | 609.40-718.24(679.86) | |
| 韧性 | 断裂伸长率(%) | ASTM D638 | 10-20(15.75) |
| 缺口抗冲击(J/m) | ASTM D256 | 12.51-13.52(12.89) | |
| 热分解性能 | 起始/终止分解温度(℃);灰分(wt%) | ASTM E1131 | 275/800;0.02 |
| 物质特性 | 硬度(Shore D) | ASTM D2240 | 63.5 |
| 粘度(mPa·s) | ASTM D4212 | 259 | |
| 蜡含量(wt%) | / | 70~75 | |
注:该性能是使用UltraCraft Cure固化箱,在标准固化模式下空气固化20min获取。
¶ 设计指导
| 成型能力 | |
| 测试项 | 脉冲料盘 |
| 最小缝隙宽度(mm) | 0.15 |
| 单悬臂梁长度(mm) | 1.4 |
| 无支撑角度(°) | 25 |
| 最薄壁厚(mm) | 0.12 |
| 最小孔直径(mm) | 0.2 |
| 最小柱子直径(mm) | 0.2 |
注: 该表为确保材料最小细节成型能力的设计要求,低于该要求会造成细节损失、成型失败。
¶ 建议设计值
为确保稳定打印,各类结构分别建议达到以下数值。
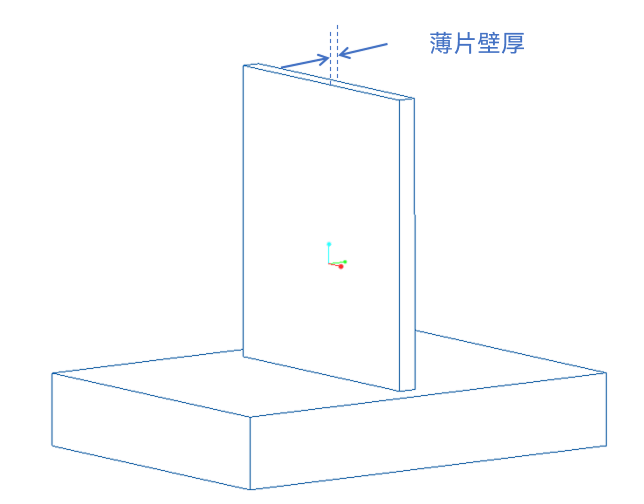
¶ 壁厚
|
|||||
| 推荐值 | |||||
| 薄壁区域大小(mm²) | 5*5 | 10*10 | 50*50 | 100*100 | 200*200 |
| 支撑型最薄壁厚(mm) | 0.2 | 0.2 | 0.8 | / | / |
| 非支撑型最薄壁厚(mm) | 0.18 | 0.18 | 0.8 | / | / |
| 典型场景: |
1. 首饰、珠宝薄壁结构; 2. 常规件薄壁结构; |
||||
| 黑格参数测试方法: |
1. 铲件、清洗后,2小时内完成测试; 2. (从薄到厚)目测模型是否成型完整、无明显变形、无明显横断纹; |
||||
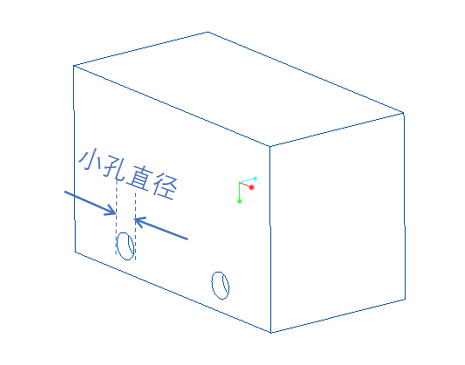
¶ 孔
|
||||||
| 类型: |
直孔、弯孔、盲孔 |
|||||
| 孔深(mm) | 2 | 10 | 30 | 40 | 50 | |
| 最小直孔内径(mm) | 0.3 | 0.4 | 0.4 | 0.5 | 0.6 | |
| 最小弯孔内径(mm) | 0.4 | 0.8 | 0.9 | 1.0 | 1.2 | |
| 最小盲孔内径(mm) | 0.4 | 0.4 | 0.5 | 0.5 | 0.6 | |
| 典型场景: |
1.首饰、珠宝镶嵌孔与精细结构孔; 2.装配; |
|||||
| 黑格参数测试方法: |
1. 清洗干净孔洞(可能需要洗吹3-5次); 2. 直孔:对准光源,通过孔的一端观察是否有亮光,记录满足条件的最小值; 3. 盲孔:用铁丝戳孔洞,观察是否能戳到最底部,记录满足条件的最小值; 4. 弯孔:需借助气枪或注射器给孔的一端吹气,观察是否能通气,记录满足条件的最小值。 |
|||||
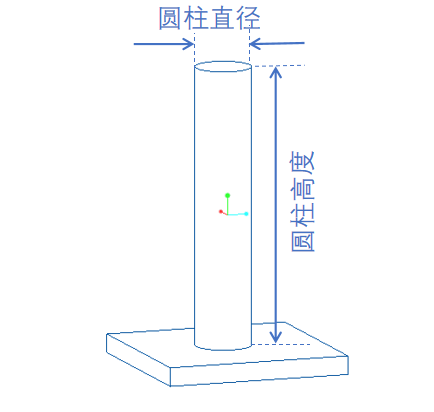
¶ 柱
|
|||||
| 类型: |
支撑型柱子与非支撑型柱子 |
||||
| 高度(mm) | 3 | 7 | 10 | 20 | 40 |
| 支撑型最小柱子直径(mm) | 0.2 | 0.4 | 0.4 | 0.6 | 0.9 |
| 非支撑型最小柱子直径(mm) | 0.2 | 0.3 | 0.5 | 0.8 | 1.0 |
| 典型场景: |
1.首饰、珠宝定位或装配位,镶嵌爪; 2.模型细节,针管类、柱子类细长结构; |
||||
| 黑格参数测试方法: |
1.铲件、清洗、固化后,2小时内完成测试; 2.目测模型是否成型完整、无明显变形、无明显横断纹; 3.记录满足条件的最小值。 |
||||
¶ 最小凹凸细节线宽

|
|||||
| 类型: | 凹细节与凸细节 | ||||
| 深度(mm) | 0.4 | ||||
| 最小凹细节宽度(mm) | 0.08 | ||||
| 最小凸细节宽度(mm) | 0.12 | ||||
| 典型场景: |
1. 打标字体; 2. 模型上纹理结构; |
||||
| 黑格参数测试方法: |
1.铲件、清洗、固化后,进行测试; 2.目测细节是否成型完整清晰、无明显缺损; 3.记录满足条件的最小值。 |
||||
¶ 最小排液孔
|
|
|||
| 类型: |
任意一个空心结构的排液孔 |
||
| 添加排液孔的区域大小(mm²) | 10*10 | 20*20 | 30*30 |
| 最小排液孔直径 | 1 | 1.5 | 2 |
| 典型场景: | 1.镂空排液口; | ||
| 黑格参数测试方法: |
1.清洗过程中洗吹5次以进行测试; 2.目测排液孔内是否能清洗干净,无树脂漏出,表面无明显横断纹; 3.记录满足条件的最小值。 |
||
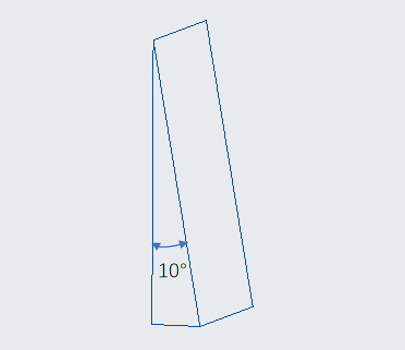
¶ 最小锐角
|
|||||
| 类型: |
不同壁厚的尖锐结构 |
||||
| 壁厚(mm) | 1 | 2 | 3 | 4 | 5 |
| 最小锐角(°) | 15 | 15 | 15 | 15 | 20 |
| 典型场景: | 1.尖角结构 | ||||
| 黑格参数测试方法: |
1.铲件、清洗后,2小时内完成测试; 2.目测模型(尖端部位)是否成型完整、无明显变形、无明显横断纹; 3.记录满足条件的最小值。 |
||||
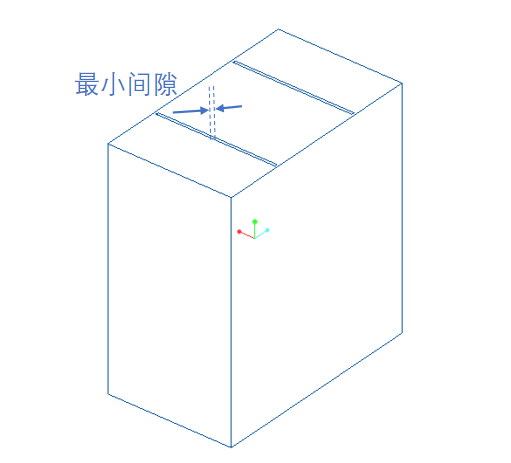
¶ 最小缝隙
|
|||||
| 类型: |
曲面缝隙与平面缝隙 |
||||
| 曲面深度/高度(mm) | 5 | 10 | 15 | / | / |
| 最小缝隙宽度(mm) | 0.25 | 0.25 | 0.25 | / | / |
| 平面深度/高度(mm) | 5 | 10 | 20 | 30 | 50 |
| 最小缝隙宽度(mm) | 0.25 | 0.3 | / | / | 0.3 |
| 典型场景: |
1.一体结构模型(齿轮、微缩建筑) 2.表面细节、纹理结构 |
||||
| 黑格参数测试方法: |
1. 铲件、清洗后,2小时内完成测试; 2.目测模型(装配体)是否能完整分离; 3.记录满足条件的最小值。 |
||||
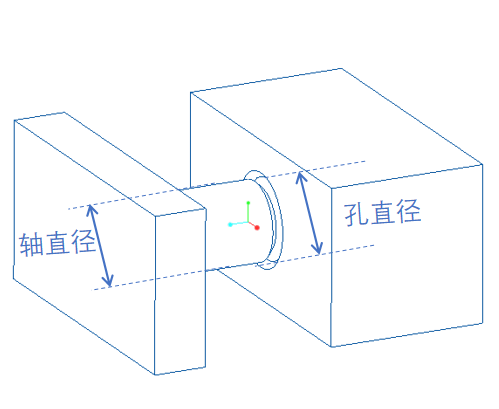
¶ 建议装配间隙
|
装配间隙
|
|||||
| 类型: | 合适、紧配、偏松 | ||||
| 图例 | 形状 | 紧配(mm) | 合适(mm) | 偏松(mm) | |
|
方 | ≤-0.04mm | (-0.04)-(-0.02) | ≥-0.02 | |
|
圆 | ≤-0.03 | (-0.03)-(-0.02) | ≥-0.01 | |
|
球形 | ≤-0.04 | (-0.04)-(0) | ≥0 | |
|
多边形 | <-0.02 | (-0.02)-(-0.01) | >-0.01 | |

|
C形 | ≤-0.03 | (-0.03)-(-0.01) | >0.01 | |
| 黑格参数测试方法: |
1. 铲件、清洗、固化后,再进行测试; 2. 从板件上取下同规格的孔柱装配件; 3. 由松到紧,分别试配(可能存在人员主观差异); 4. 按照松、合适、紧的装配效果,记录实际测试值。 |
||||
¶ 建议活动间隙
| 效果 | 附图 | PAC10 | |
|
活动结构 最小间隙 |
粘连 |

|
<0.25mm |
| 不粘连 |

|
≥0.25mm |
¶ 尺寸公差参考
|
成型尺寸及公差 |
|
||
| 类型: |
任意结构 |
||
| 成型尺寸中的最大值(mm) | 20 | 50 | 100 |
| 公差(mm) | ±0.03 | ±0.1 | ±0.15 |
| 黑格参数测试方法: |
1.不考虑薄壁及特殊结构情况; 2.打印、清洗、固化后,2H之内测量; |
||
¶ 工艺参数
¶ 支撑参数
| 支撑参数 | |||
| 支撑结构 | 参数项 | 默认参数 | 最小参数 |
| 支撑主体 | 抬升高度(mm) | 5 | 3 |
| 支撑主干直径(mm) | 0.75 | 0.6 | |
| 支撑临界角(°) | 40 | 35 | |
| 支撑密度 | 支撑锚点间距(mm) | 1 | 1 |
| 边界锚点间距(mm) | 2 | 2 | |
| 连接体 | 尖部直径(mm) | 0.2 | 0.15 |
| 长度(mm) | 1.5 | 1.5 | |
| 接触点 | 形状 | 球体 | 球体 |
| 直径(mm) | 0.25 | 0.2 | |
| 嵌入深度(mm) | 0.15 | 0.12 | |
注:Casting PAC10紫蜡材料主要应用场景为首饰珠宝铸造,对模型表面质量如光滑度要求较高,为了保证打印成功率即模型表面质量,首版不建议进行支撑参数调整,模型的最低点、孤岛位置需要足够支撑,需要考虑模型打印过程中重心偏移导致晃动,模型的晃动可能会导致打印错层。当模型打印成功后,再进行适度的支撑优化(小型轻实体模型可适当减小支撑参数)。
¶ 使用其他软件(不推荐)的预支撑参数
| Chitubox | ||
| 支撑结构 | 参数项 | 默认参数 |
| 基础设置 | Z抬升高度(mm) | 5 |
| 底筏形状 | 十字网格 | |
| 底板厚度(mm) | 1.0 | |
| 支撑临界角(°) | 45 | |
| 支撑密度 | 支撑锚点间距(mm) | 1.0 |
| 连接体 | 尖部直径(mm) | 0.3 |
| 长度(mm) | 1.5 | |
| 支撑主干直径(mm) | 1.0 | |
| 接触点 | 形状 | 球体 |
| 直径(mm) | 0.35 | |
| 嵌入深度(mm) | 0.2 | |
| Voxeldance Tango | ||
| 支撑结构 | 参数项 | 默认参数 |
| 基础设置 | Z抬升高度(mm) | 5 |
| 底筏形状 | 凸包底板 | |
| 底板厚度(mm) | 1.0 | |
| 支撑临界角(°) | 45 | |
| 支撑密度 | 支撑锚点间距(mm) | 1.0 |
| 连接体 | 尖部直径(mm) | 0.3 |
| 长度(mm) | 1.5 | |
| 支撑主干直径(mm) | 1.0 | |
| 接触点 | 形状 | 球体 |
| 直径(mm) | 0.35 | |
| 嵌入深度(mm) | 0.2 | |
注:第三方支撑无法享受黑格支撑独立打印策略,无法保证打印成功率,建议使用更加保守的参数进行打印测试。
¶ 推荐清洗参数
| 材料名称 | 清洗设备 | 清洗参数 | 清洗剂 | 时间 |
| PAT10通用模型树脂 | HeyGears UltraCraft Wash | 转速160r/min | 95%酒精/异丙醇 | 粗洗1min+精洗2min |
| 超声清洗机 | 功率 240Kw | 95%酒精/异丙醇 | 粗洗1min+精洗2min |
注1:粗洗是指用使用过的酒精(3版次清洗以上)将模型表面大部分残留树脂进行去除。精洗是指使用较新的酒精(3版次清洗以下)将模型细节处清洗干净。
注2:完成精洗后,建议使用压缩气体将模型表面残留的酒精吹干,或者使用烘箱50℃/10min烘干树脂。避免酒精过度浸泡,总时长不宜超过10min,以免影响材料性能及尺寸变形或使材料发白。
¶ 推荐后固化参数
| 材料名称 | 固化模式 | 是否加热 | 固化介质 | 固化参数 |
| PAC10通用模型树脂 | 快速固化 | 否 | 空气 | 室温20min |
注:使用UltraCraft Cure进行固化。
¶ 操作流程
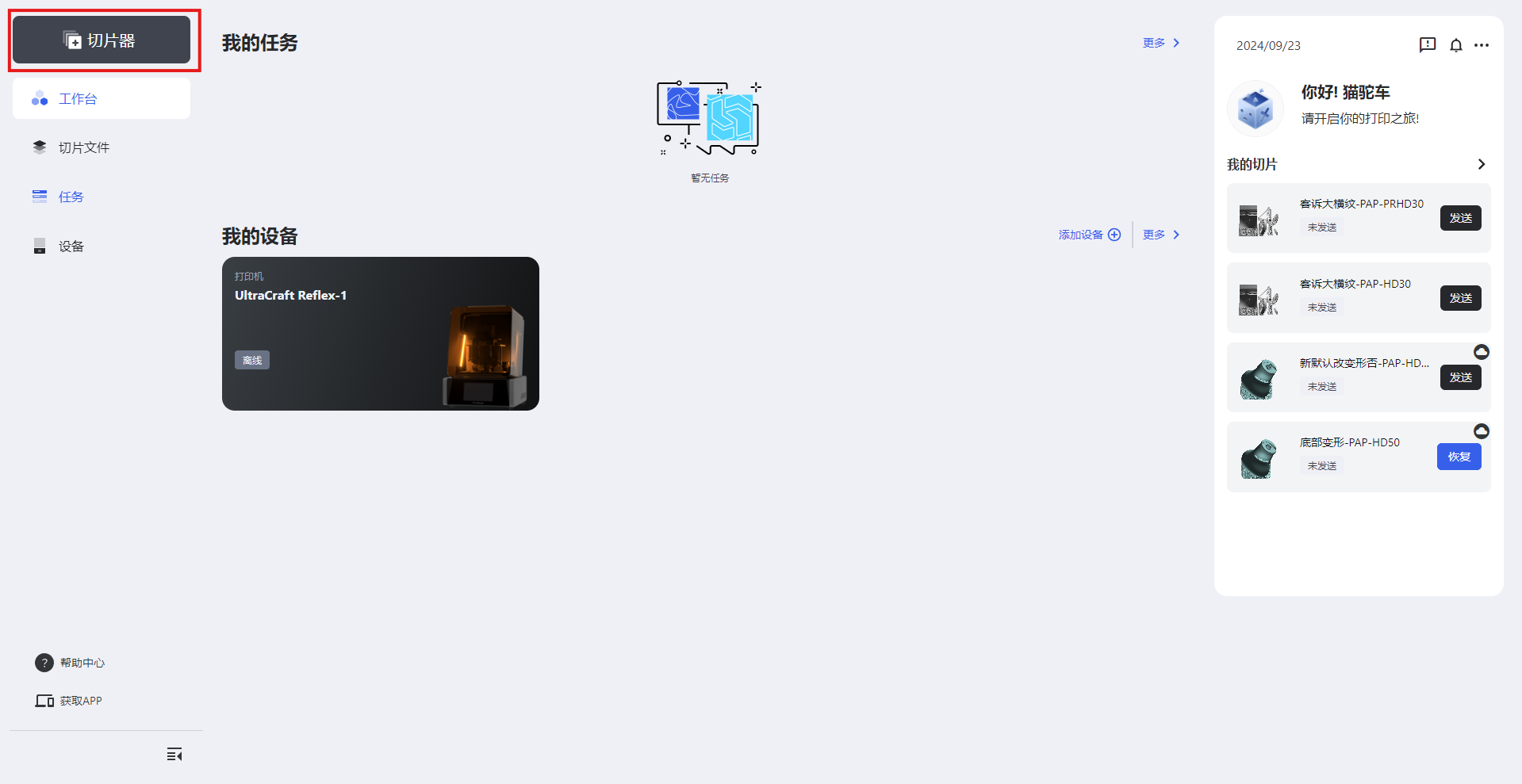
¶ Blueprint Studio模型处理
| 步骤1:选择切片器 | 步骤2:新建项目选择Casting PAC10材料 |
 |
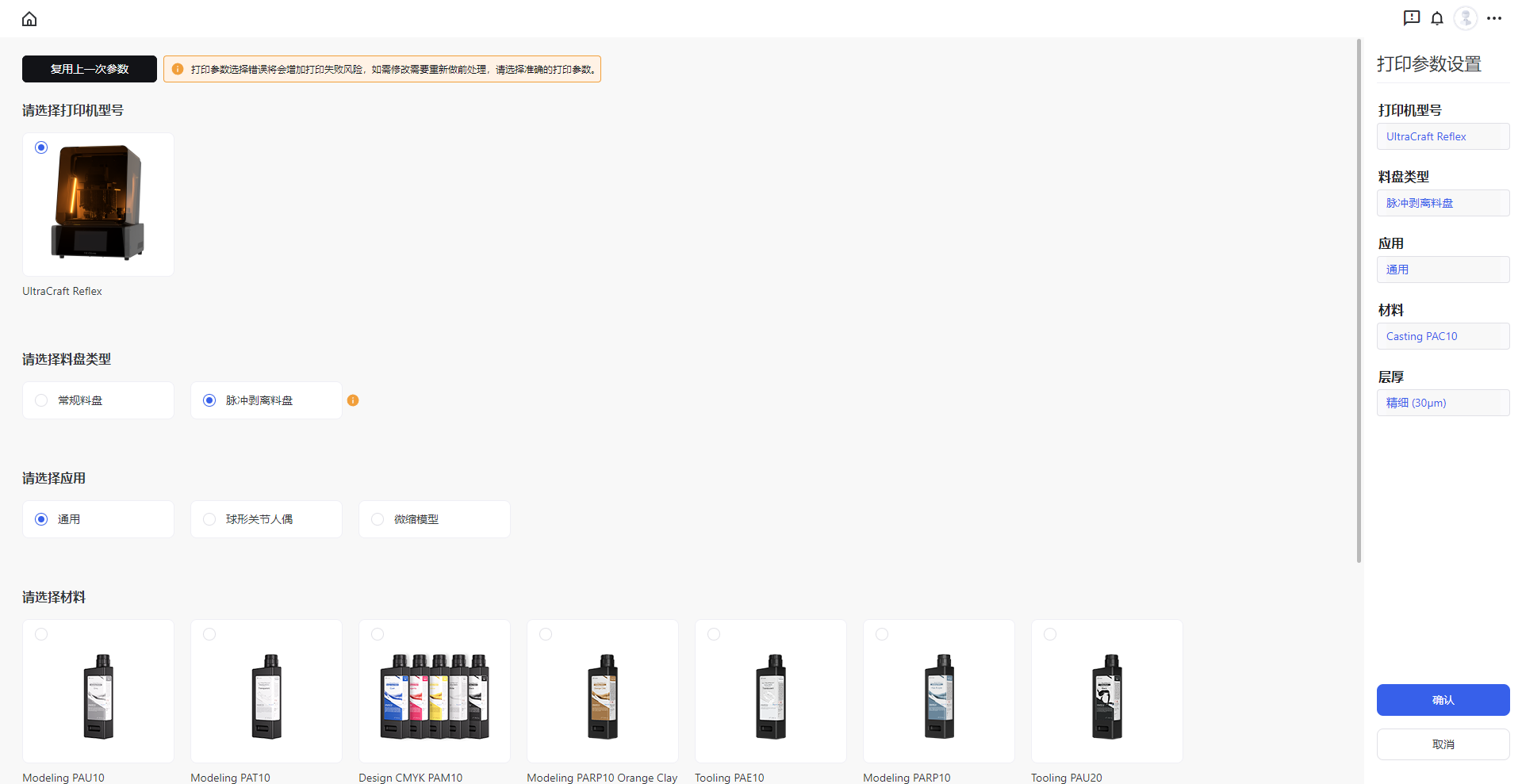 |
| 步骤3:点击导入按钮或者拖动模型到软件 | 步骤4:在编辑页,根据需要使用旋转、缩放、镂空、打孔、打标、复制等工具完成编辑 |
 |
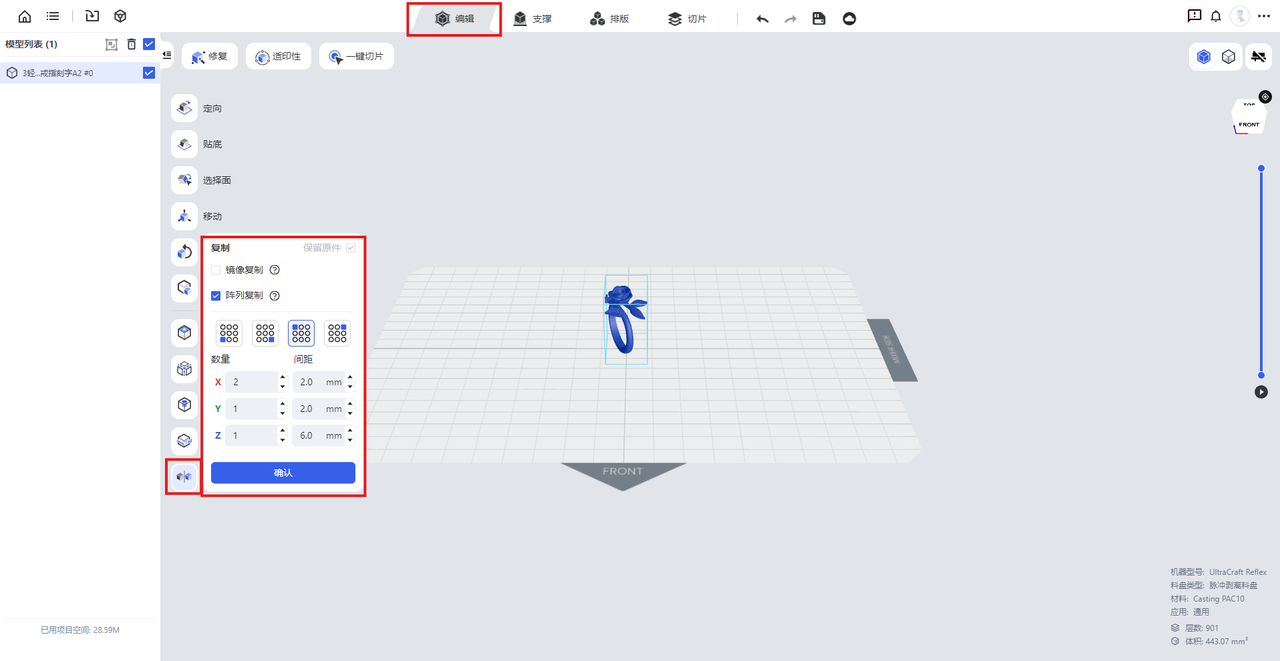 |
| 步骤5:自动排版零件 | 步骤6:进入支撑页,根据需要生成并编辑支撑 |
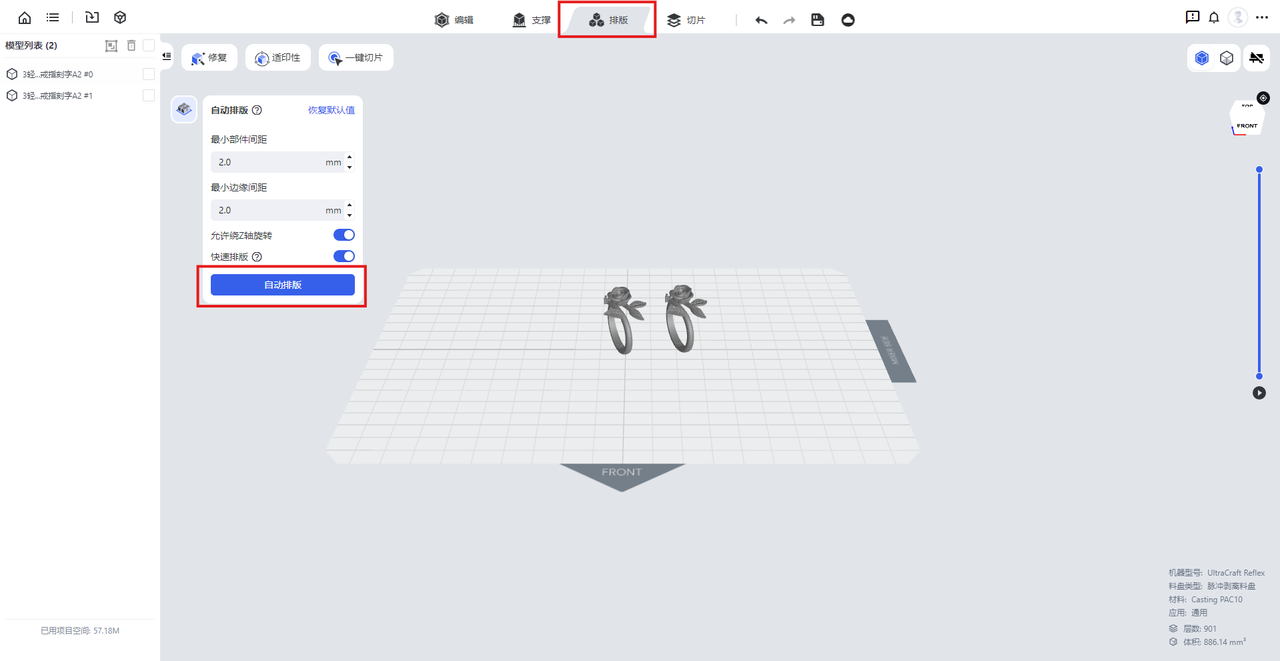 |
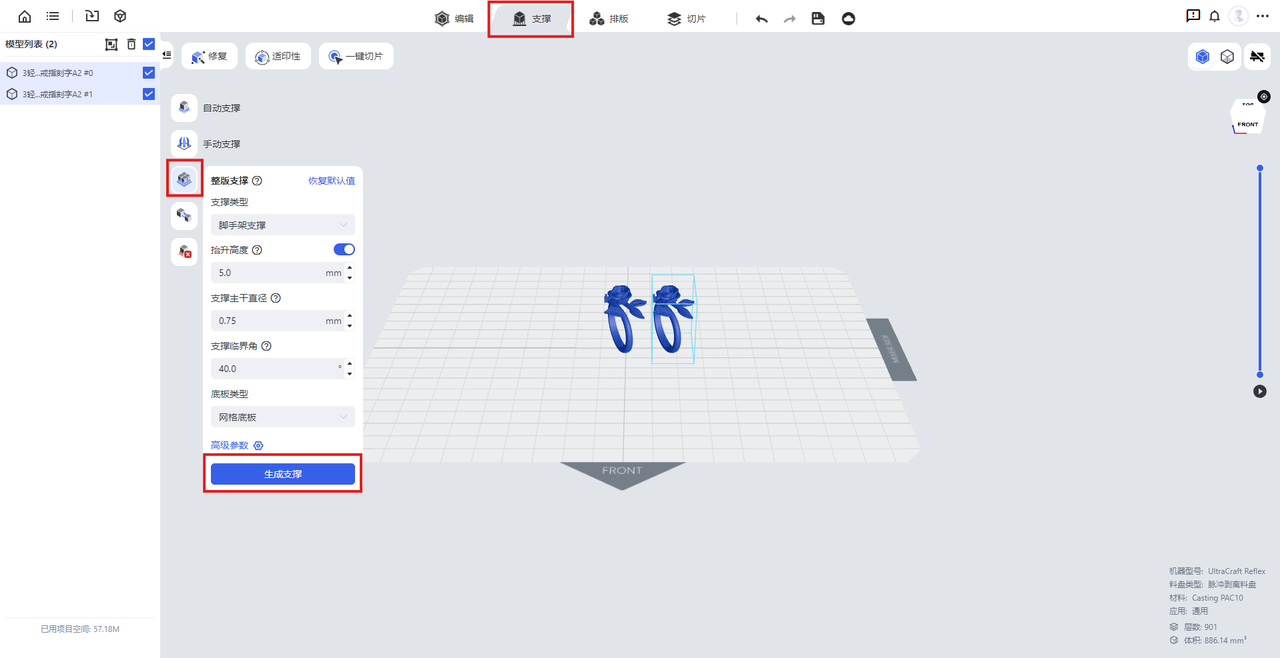 |
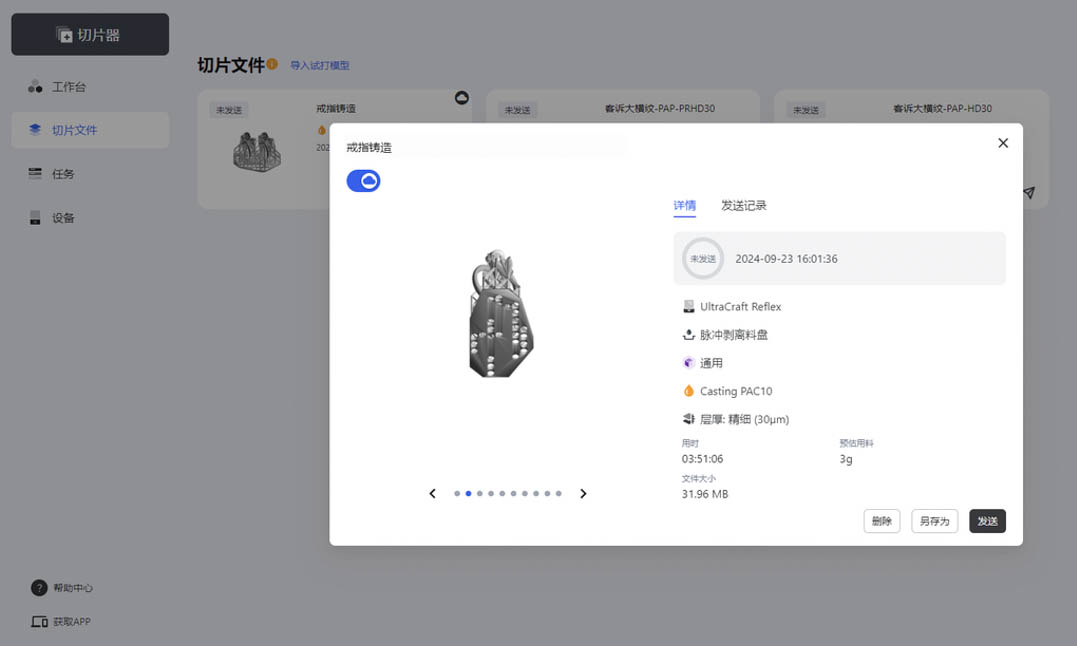
| 步骤7:选择切片板块进行切片,可选择是否同步到云(同步到云则可通过云端发送该切片至已联网的打印机) | 步骤8:完成切片后,可在切片库进行切片查看及下发工作 |
|  | 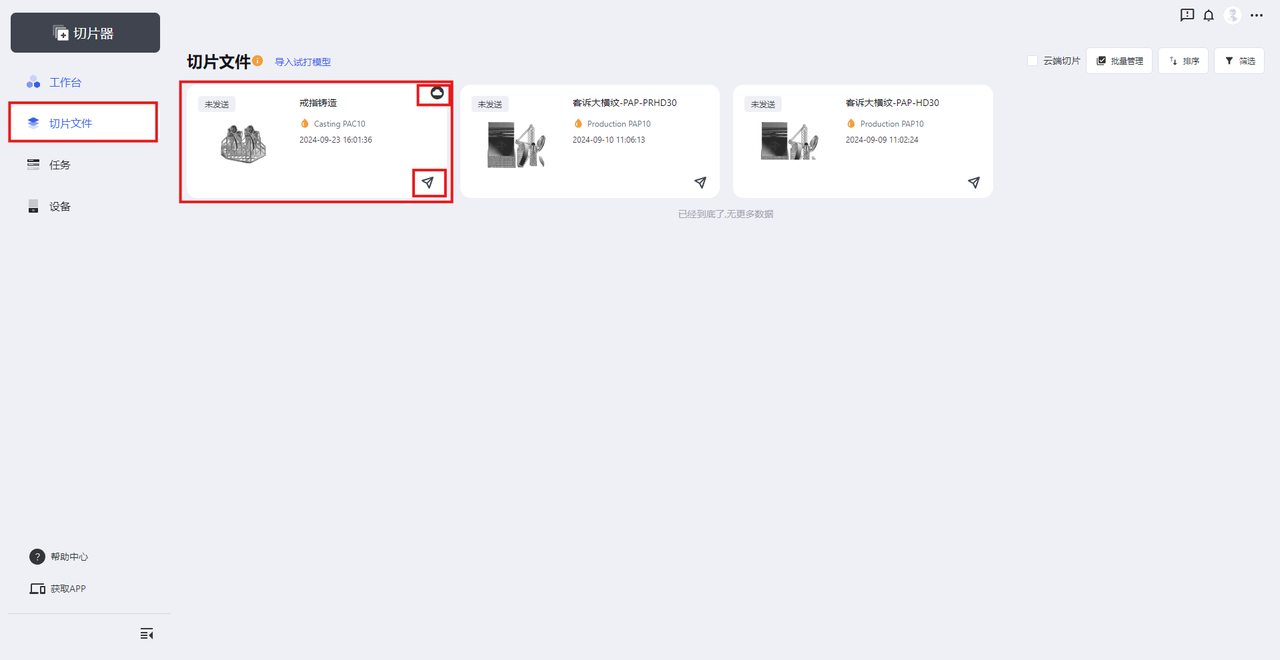 |
¶ 打印及后处理
| 步骤1:切片可通过BPS云端发送或者另存为至U盘导入打印机打印。 | 步骤2:打印 |
 |
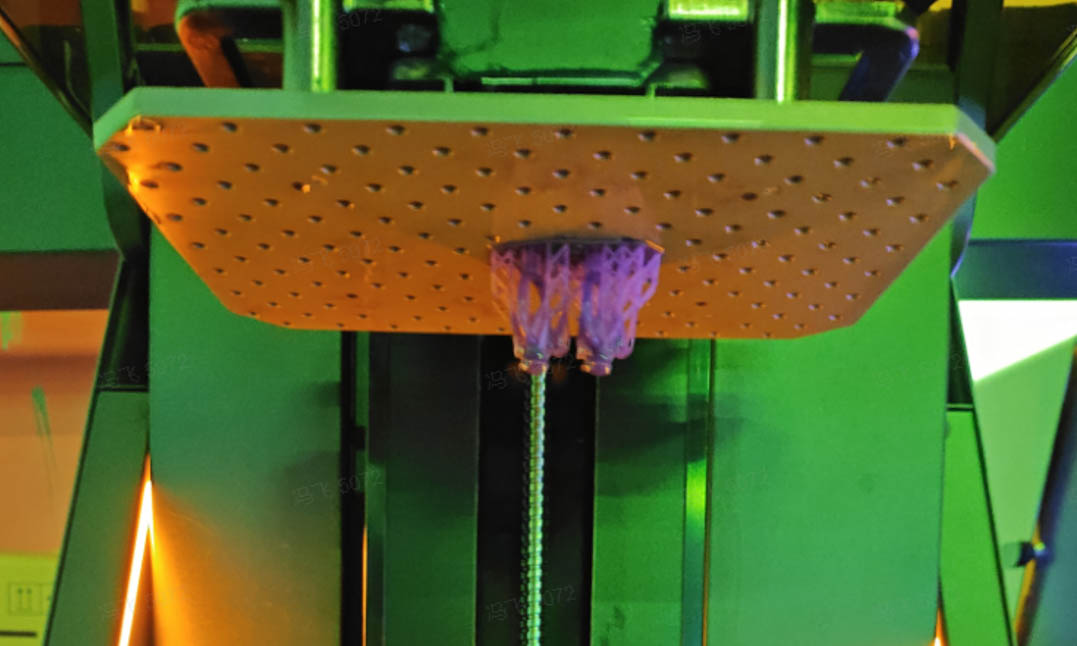 |
| 步骤3:清洗,清洗参数可以通过BPS任务下发或手动输入 | 步骤4:后固化,固化参数可以通过BPS任务下发或手动输入 |
 |
 |
¶ 成品工艺
¶ 去支撑
1.大部分模型可徒手去掉支撑(抓住模型左右旋转即可);
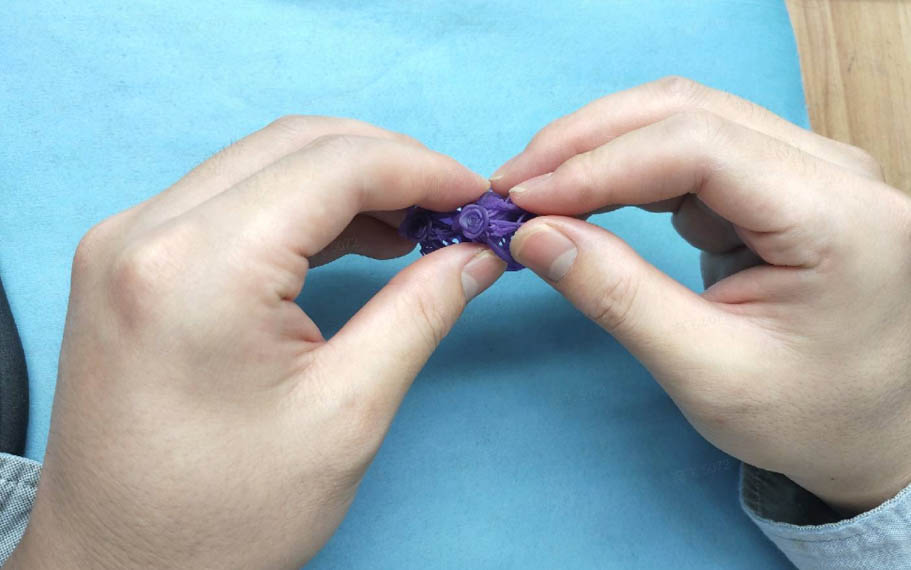 |
 |
| 徒手去支撑 | 徒手去支撑效果 |
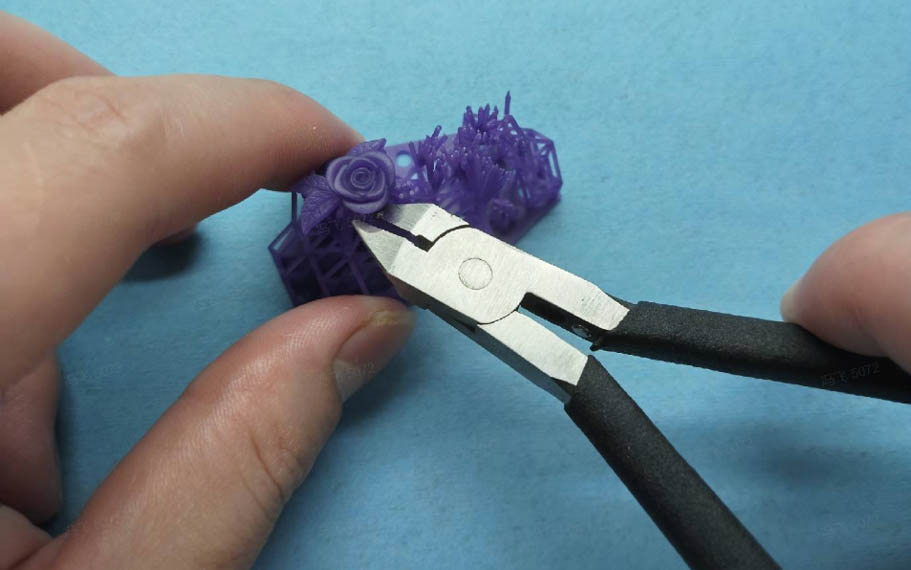
2.少部分特殊结构模型,可以借助工具去除(水口钳或镊子/笔刀)。
 |
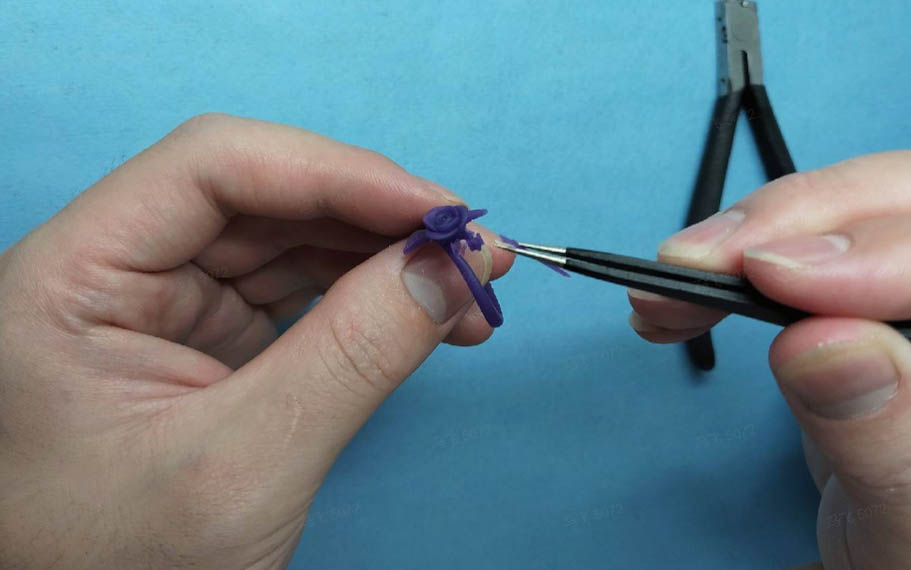 |
| 水口钳去除模型支撑 | 镊子去除模型上支撑 |
¶ 打磨
1.手工打磨
大部分模型可仅打磨支撑点,直接用600目打磨工具打磨,再1000目打磨。少部分薄壁模型或带薄壁结构的模型,建议从较高目数如500-600目打磨工具进行打磨(可降低薄壁打磨损坏风险);
 |
 |
| 手工打磨前 | 手工打磨后 |
2.零件清理(可选)
可以先用水清洁零件,以去除打磨粉末。最后使用IPA或95%酒精搭配超细纤维布擦拭零件表面,可去除残留的粉末或改善因前期不当处理如刮伤等造成的发白等外观问题,得到可直接用于金属铸造的蜡模。
¶ 铸造工艺参考
铸造粉:Optima certus石膏粉/艺辉99石膏粉/艺辉7097树脂石膏粉
混合比例:按石膏粉推荐比例混合,一般water/Powder=(38~40):100
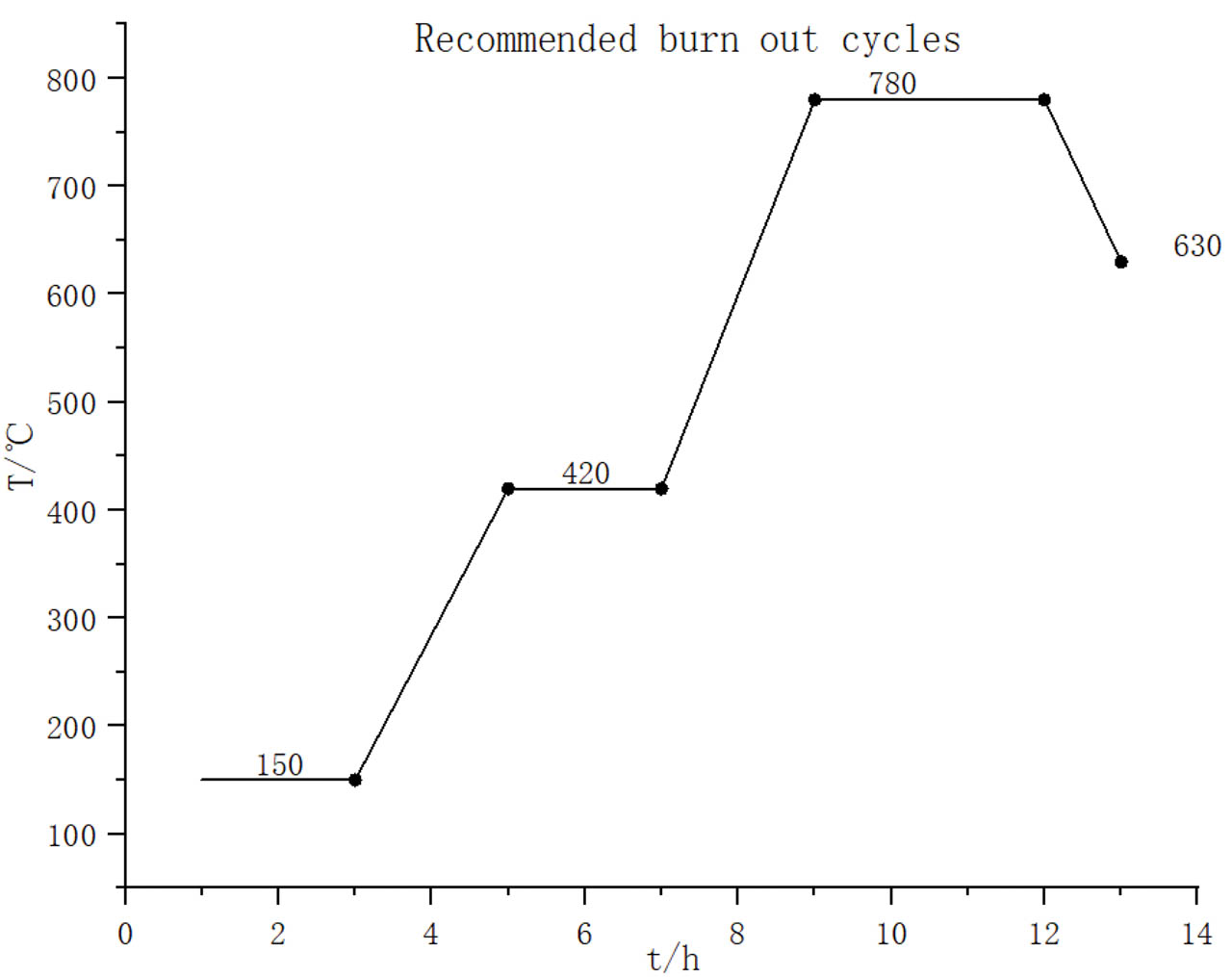
升温曲线
¶ 铸造成品简要展示
 |
 |
 |
| 铸铜 | 铸银 | 铸金 |
¶ 注意事项
¶ 注意事项、警示及提示性内容
1.请确保在加工过程中使用个人防护装备(防护手套和眼镜等)。
2.在材料固化后,请避免直接接触液体材料和部件。以免刺激到眼睛或皮肤(可能会致敏)。
3.若沾到眼睛,需马上用清水冲洗干净,并联系医生。
4.若接触皮肤,需马上用清水冲洗并用清洁皂清洗干净。
5,本产品需经专业人员培训后,才能使用。
6.每次使用后,务必马上盖好瓶盖,并保持容器密封。
7.使用前请注意树脂摇匀,料盘内树脂打印前建议进行搅拌,色粉应无明显沉淀。
8.树脂倒进料盘后需避光处理。如3天不打印,请将树脂过滤后倒回树脂瓶,避免在料盘中放置超过7天,以免树脂吸水变质导致打印失败。
¶ 储存、运输条件
1.产品应储存在环境温度为15℃~28℃,无腐蚀气体,通风良好、避免高温、潮湿、阳光直晒的室内。
2.产品应在温度为0℃~45℃的环境下运输,运输时应防止重压、阳光直晒和雨雪浸淋。
3.使用期限18个月
¶ 废弃处理
建议参考MSDS以获取确切信息。液体树脂避免直接排放到环境中,请在阳光下完全固化成固体后按当地规定进行处理。