规范及总结消费级零部件打磨处理流程。本指导仅适用于比较大型外观件的处理,其它类型零部件的打磨处理可做参考。
¶ 确认打磨需求及打磨工具准备
¶ 确认打磨需求
根据不同应用场景,确认打磨工序。
| 序号 | 不同应用场景 | 打磨工序 | 难度等级 |
| 1 | 普通内部结构件 | 150目粗磨 | * |
| 2 | 基于喷砂需求的支撑点印打磨 | 150目粗磨 | * |
| 3 | 基于喷涂需求的打磨 | 150目粗磨+600目精磨 | ** |
| 4 | 基于浸染需求的打磨 | 150目粗磨+600目精磨 | ** |
| 5 | 实色材质的非展示外观件打磨 | 150目粗磨+600目精磨 | ** |
| 6 | 基于抛光需求的打磨 | 150目粗磨+600目精磨+1200目精磨 | *** |
| 7 | 实色材质的展示外观件打磨 | 150目粗磨+600目精磨+1200目精磨 | *** |
| 8 | 透明材质外观件打磨 | 150目粗磨+600目精磨+1200目精磨 | *** |
¶ 常用打磨工具
根据不同打磨场景(比如粗磨或精磨),可选择不同型号的工具。
| 序号 | 工具名称 | 图片 | 序号 | 工具名称 | 图片 |
|---|---|---|---|---|---|
| 1 | 打磨板 |  |
7 | 海棉纱 | 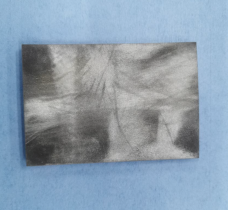 |
| 2 | 打磨棒 |  |
8 | 百洁布磨头(手持打磨机) |  |
| 3 | 圆锉刀 |  |
9 | 打磨头(手持打磨机) |  |
| 4 | 方锉刀 |  |
10 | 车针(手持打磨机) |  |
| 5 | 铲刀 |  |
11 | 机械打磨机 |  |
| 6 | 砂纸 | 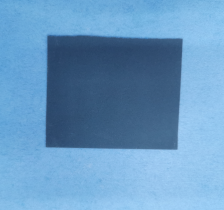 |
12 | 手持紫外灯 | 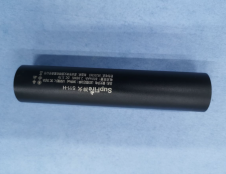 |
¶ 确认打磨工具
根据不同结构,确认打磨工艺以及推荐打磨工具。
¶ 平面:壁厚≥1mm的平面结构
打磨难点:①打磨面积较大,平整度较难把握;②容易打磨过度,局部壁厚偏薄
| 不同结构 | 工具类型 | 推荐打磨工具 | 推荐工具型号 | 工具特点 | 图示 | 难度等级 |
|---|---|---|---|---|---|---|
| 平面 | 手工式 | 打磨板 (由砂纸+双面胶+打磨板粘接构成,方便新砂纸更换) |
150目、600目、1200目 | 适合大平面的粗磨和精磨,且更能保证打磨面平整度 |  |
* |
| 平面 | 手工式 | 打磨棒 (双面,不同粗糙度) |
150目、600目 | 适合小平面粗磨,根据切削量要求,可使用粗面和细面打磨 |  |
* |
| 平面 | 手工式 | 锉刀 | 3号(细齿锉刀), 锉削余量0.1-0.3mm |
适合快速粗磨,切削量大,使用寿命长 |  |
* |
| 平面 | 电动式 | 打磨头(手持打磨机) | 钨钢锥形打磨头:3*3mm 转速:1000 - 50000RPM,扭矩:800gf.cm |
适合快速粗磨,量产使用 | 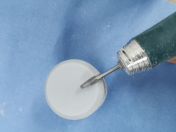 |
*** |
| 平面 | 机械打磨机 | 150目 | 适合快速粗磨,量产使用 |  |
*** |
¶ 曲面:壁厚≥1mm的曲面结构
打磨难点:①规则曲面打磨,难以把握曲率;②容易打磨过度,使曲面变成平面
| 不同结构 | 工具类型 | 推荐打磨工具 | 推荐工具型号 | 工具特点 | 图示 | 难度等级 |
|---|---|---|---|---|---|---|
| 曲面 | 手工式 | 锉刀 | 3号(细齿锉刀),加工精度0.05mm | 适合精度要求不高曲面,快速粗磨 |  |
* |
| 曲面 | 手工式 | 打磨棒 (双面,不同粗糙度) |
150目、600目 | 适合快速粗磨,根据切削量要求,可使用粗面或细面打磨 |  |
* |
| 曲面 | 手工式 | 砂纸(或海棉纱) | 150目、600目、1200目 | 适合粗磨和精磨,砂纸表面紧贴曲面打磨,保证曲率 |  |
* |
| 曲面 | 电动式 | 车针(手持打磨机) | 金刚砂锥形车针:细砂 转速:1000 - 50000RPM,扭矩:800gf.cm |
适合快速去除曲面支撑点 |  |
*** |
¶ 凹槽:壁厚≥1mm的凹槽结构
打磨难点:①凹槽空间小或空间太深,需要伸入打磨;②打磨行程较短,切削量较小,耗时长
| 不同结构 | 工具类型 | 推荐打磨工具 | 推荐工具型号 | 工具特点 | 图示 | 难度等级 |
|---|---|---|---|---|---|---|
| 凹槽 | 手工式 | 铲刀 | 宽1mm、2mm、4mm | 适合各种深度、宽度的凹槽底面打磨 |  |
* |
| 凹槽 | 手工式 | 方锉刀尖部 | 3号(细齿锉刀),加工精度0.05mm | 适合凹槽侧面打磨 |  |
* |
| 凹槽 | 手工式 | 圆锉刀尖部 | 3号(细齿锉刀),加工精度0.05mm | 适合圆孔槽侧面的打磨 |  |
* |
| 凹槽 | 电动式 | 打磨头(手持打磨机) | 钨钢锥形打磨头:3*3mm 转速:1000 - 50000RPM,扭矩:800gf.cm |
适合快速粗磨凹槽侧面,量产使用 |  |
*** |
¶ 薄壁:壁厚<1mm的结构
打磨难点:①打磨零件容易破损;②容易导致零件变形。
| 不同结构 | 工具类型 | 推荐打磨工具 | 推荐工具型号 | 工具特点 | 图示 | 难度等级 |
|---|---|---|---|---|---|---|
| 薄壁面 | 手工式 | 铲刀 | 宽1mm、2mm、4mm | 适合去除薄壁面支撑点 | 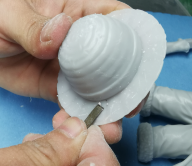 |
** |
| 薄壁面 | 手工式 | 砂纸(或海棉纱) | 150目、600目、1200目 | 适合薄壁面粗磨和精磨,贴紧薄壁面,方便调整打磨力度 | 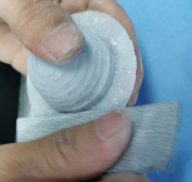 |
** |
| 薄壁面 | 电动式 | 车针(手持打磨机) | 金刚砂锥形车针:细砂 转速:1000 - 50000RPM,扭矩:800gf .cm |
适合快速去除薄壁面支撑点 |  |
** |
¶ 细节
细节1:壁厚≥1mm的表面上的细小凸起,比如,头发等。打磨难点: ①细节之间距离太近,容易被误伤。
细节2:壁厚≥1mm的表面上的层纹。打磨难点: ①层纹面积大,耗时长;②角落层纹,不容易打磨到位
| 不同结构 | 工具类型 | 推荐打磨工具 | 推荐工具型号 | 工具特点 | 图示 | 难度等级 |
|---|---|---|---|---|---|---|
| 细节1 | 手工式 | 铲刀 | 宽1mm、2mm、4mm | 适合去除细节支撑 |  |
** |
| 细节1 | 手工式 | 砂纸(或海棉纱) | 150目、600目、1200目 | 适合打磨细节处支撑点印,可进行局部打磨 |  |
** |
| 细节1 | 电动式 | 车针(手持打磨机) | 金刚砂锥形车针(细砂) | 适合快速打磨细节处支撑点 |  |
** |
| 细节2 | 手工式 | 砂纸(或海棉纱) | 150目、600目、1200目 | 适合粗磨和精磨,砂纸表面紧贴曲面打磨,保证曲率 |  |
** |
| 细节2 | 电动式 | 百洁布磨头 (手持打磨机) |
百洁布磨头 :180目、400目、1200目 转速:1000 - 50000RPM,扭矩:800gf .cm |
适合粗磨和精磨,快速去除层纹 |  |
*** |
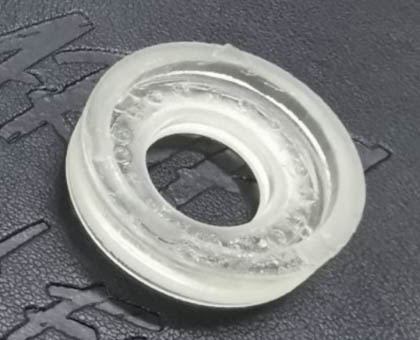
¶ 打磨处理
¶ 打磨原则
| 打磨顺序:(1)先粗磨(150目),即去除支撑点、层纹(粗磨后,表面看不见层纹,如下图) | 再精磨(600目)(精磨后,表面看不见打磨划痕,如下图 | 最后抛光(1200目)(抛光后,表面细腻光滑,如下图) |
 |
 |
 |
¶ 打磨要点:
| (去除支撑点,留一点茬(0.5mm左右),宁可打磨凸点,避免填补凹坑,如右图; | 避免使用钝了的水口钳、铲刀或打磨头,否则容易去掉主体结构; | 对于所有软性材质,用水口钳去除支撑点即可,如右图。 | 打磨工具:工具灵活使用,根据使用习惯,选择适合自己的打磨工具; |
 |
 |
 |
 |
¶ 案例实战(路飞手办)
¶ 确认打磨要求
(1)路飞手办需喷光油处理;
(2)表面层纹需打磨,外观面进行(150目粗磨+600目精磨)处理。
¶ 确认打磨工具
| 不同结构 | 推荐打磨工具 | 工具特点 | 图示 | 打磨要点 | 难度等级 |
|---|---|---|---|---|---|
| 平面 | 3号锉刀(细齿锉刀),加工精度0.05mm | 适合快速粗磨,切削量大,使用寿命长 |  |
* | |
| 曲面 | 砂纸(或海棉纱)150-1200目 | 适合精磨,砂纸表面紧贴曲面打磨,保证曲率 |  |
** | |
| 凹槽 | 铲刀 (有不同尺寸宽度) |
适合各种深度、宽度的凹槽底面打磨 |  |
* | |
| 薄壁 | 砂纸(或海棉纱)150-1200目 | 适合薄壁面粗磨和精磨,贴紧薄壁面,方便调整打磨力度 | 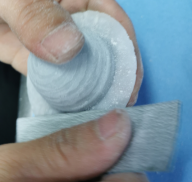 |
** | |
| 细节2(层纹) | 砂纸(或海棉纱)150-1500目 | 适合打磨细节处支撑点印,可进行局部打磨 |  |
先240目粗磨层纹,至看不到层纹; 再600精磨,使粗磨划痕消失即可 |
** |
¶ 常见问题解决办法
¶ 打磨后留下缺口
| 第一步:发现明显支撑点缺口 | 第二步:竹签蘸上树脂,涂抹在支撑点缺口处 | 第三步:用手持紫外灯(波长365nm)近距离照射10秒以上 |
 |
 |
 |