¶ 更新记录
| 序号 | 版本号 | 更新时间 | 迭代内容 |
| 1 | V1.0 | 2023.8.15 | 首次发布 |
¶ 设备&材料&软件
所用设备
| 序号 | 设备名称 | 备注 |
| 1 | UltraCraft Reflex 打印机 | V1.2.7.10及以上版本 |
| 2 | UltraCraft Wash 清洗机 | / |
| 3 | UltraCraft Cure 固化机 | / |
所用树脂材料
| 序号 | 材料名称 | 材料信息 | 层厚 |
| 1 | 通用模型树脂(类ABS) | Modeling PAU10 | 50um |
| 2 | 通用模型树脂(CMYK多色树脂) | Design CMYK PAM10 | 50um |
| 3 | 通用模型树脂(高透) | Modeling PAT10 | 50um |
所用软件
| 序号 | 软件名称 | 版本型号 |
| 1 | Blueprint Studio | V1.0.7及以上版本 |
打磨使用工具或辅料
| 序号 | 工具名称 | 备注 |
| 1 | 剪钳 | |
| 2 | 笔刀 | |
| 3 | 海绵砂纸 | 320目、500目、1000目 |
| 4 | 背胶砂纸 | 320目、500目、1000目 |
| 5 | 打磨板 |
¶ 设计指导
¶ 装配间隙
| 装配结构 | 图例 | 装配效果 | 设计间隙(单位:mm) | ||
|---|---|---|---|---|---|
| PAU10材料 | PAM10材料 | PAT10材料 | |||
| 球形 | 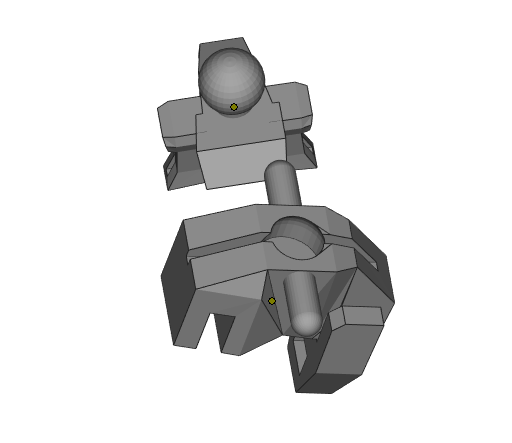 |
偏松 | > 0.03 | > 0.03 | > 0.02 |
| 合适 | 0 - 0.03 | 0 - 0.03 | 0 - 0.02 | ||
| 偏紧 | < 0 | < 0 | < 0 | ||
| 方柱形 | 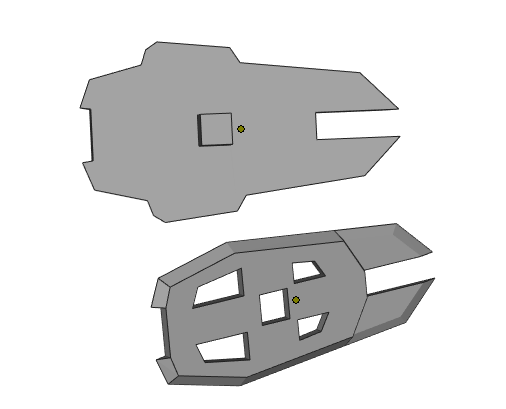 |
偏松 | > 0.03 | > 0.03 | > 0.02 |
| 合适 | 0 - 0.03 | 0 - 0.03 | 0 - 0.02 | ||
| 偏紧 | < 0 | < 0 | < 0 | ||
| 圆柱形 | 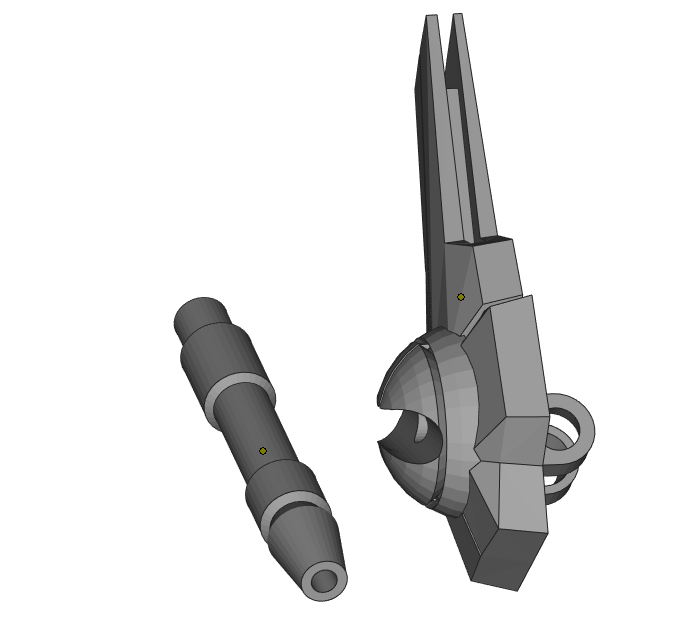 |
偏松 | > 0.03 | > 0.03 | > 0.02 |
| 合适 | 0 - 0.03 | 0 - 0.03 | 0 - 0.02 | ||
| 偏紧 | < 0 | < 0 | < 0 | ||
¶ 活动结构最小间隙
| 间隙方向 | 效果 | 附图 | 设计间隙 | ||
|---|---|---|---|---|---|
| PAU10材料 | PAM10材料 | PAT10材料 | |||
| XY平面 | 粘连 | 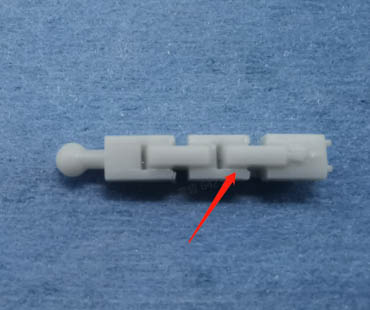 |
≤0.18mm | ≤0.14mm | ≤0.14mm |
| 不粘连 |  |
>0.18mm | >0.14mm | >0.14mm | |
¶ 材料说明
¶ 材料应用方向说明
| 序号 | 材料名称 | 推荐应用方向 |
| 1 | 通用模型树脂(类ABS) | 内甲 |
| 2 | 通用模型树脂(CMYK多色树脂) | 锐利度要求高的外甲结构 |
| 3 | 通用模型树脂(高透) | 透明且锐利度要求高的外甲结构 |
¶ 支撑参数
| PAU10 | PAM10 | PAT10 | ||
| 支撑主体 | 抬升高度(mm) | 5 | 5 | 5 |
| 支撑主干直径(mm) | 0.8 | 0.8 | 0.8 | |
| 支撑临界角(°) | 45 | 45 | 45 | |
| 脚手架结构 | 网格尺寸-XY | 4.5 | 4.5 | 4.5 |
| 网格尺寸-Z | 6 | 6 | 6 | |
| 简化支撑级别 | 2 | 2 | 2 | |
| 支撑密度 | 支撑锚点间距(mm) | 2 | 2 | 2 |
| 边界锚点间距(mm) | 2 | 2 | 2 | |
| 连接体 | 尖部直径(mm) | 0.34 | 0.32 | 0.32 |
| 长度(mm) | 1.5 | 1.5 | 1.5 | |
| 接触点 | 形状 | 球体 | 球体 | 球体 |
| 直径(mm) | 0.46 | 0.46 | 0.46 | |
| 嵌入深度(mm) | 0.25 | 0.25 | 0.25 | |
¶ 清洗参数
| 序号 | 材料名称 | 推荐清洗工艺 | ||
|---|---|---|---|---|
| 转速 | 清洗剂 | 时间 | ||
| 1 | 通用模型树脂(类ABS) | 180 r/min | 95%酒精 | 粗洗2min+精洗2min |
| 2 | 通用模型树脂(CMYK多色树脂) | 180 r/min | 95%酒精 | 粗洗2min+精洗2min |
| 3 | 通用模型树脂(高透) | 180 r/min | 95%酒精 | 粗洗2min+精洗2min |
¶ 后固化参数
| 序号 | 材料名称 | 推荐后固化工艺 | ||
|---|---|---|---|---|
| 是否加热 | 固化介质 | 时间 | ||
| 1 | 通用模型树脂(类ABS) | 否 | 空气 | 30min |
| 2 | 通用模型树脂(CMYK多色树脂) | 否 | 空气 | 15min |
| 3 | 通用模型树脂(高透) | 否 | 空气 | 10min |
¶ 前处理流程&参数
¶ 新建云项目
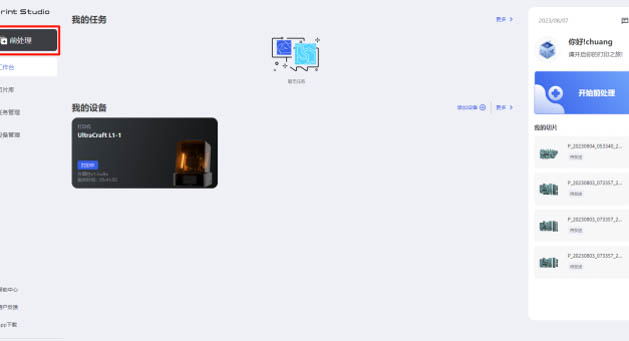
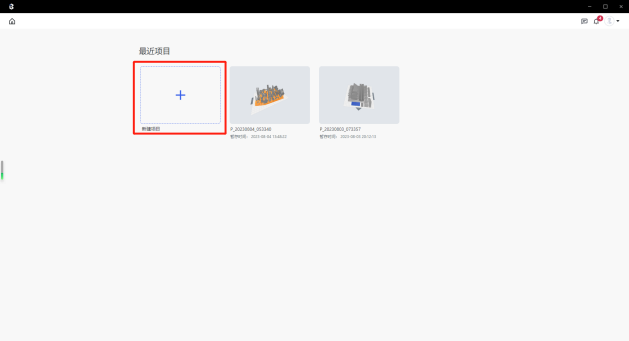
打开Blueprint Studio后,选择“切片器”、“新建本地项目/新建云端项目”,如无法新建,需删掉1个项目后,再新建。
|
|
| Blueprint Studio前处理选择 | Blueprint Studio新建项目示例 |
¶ 选择材料
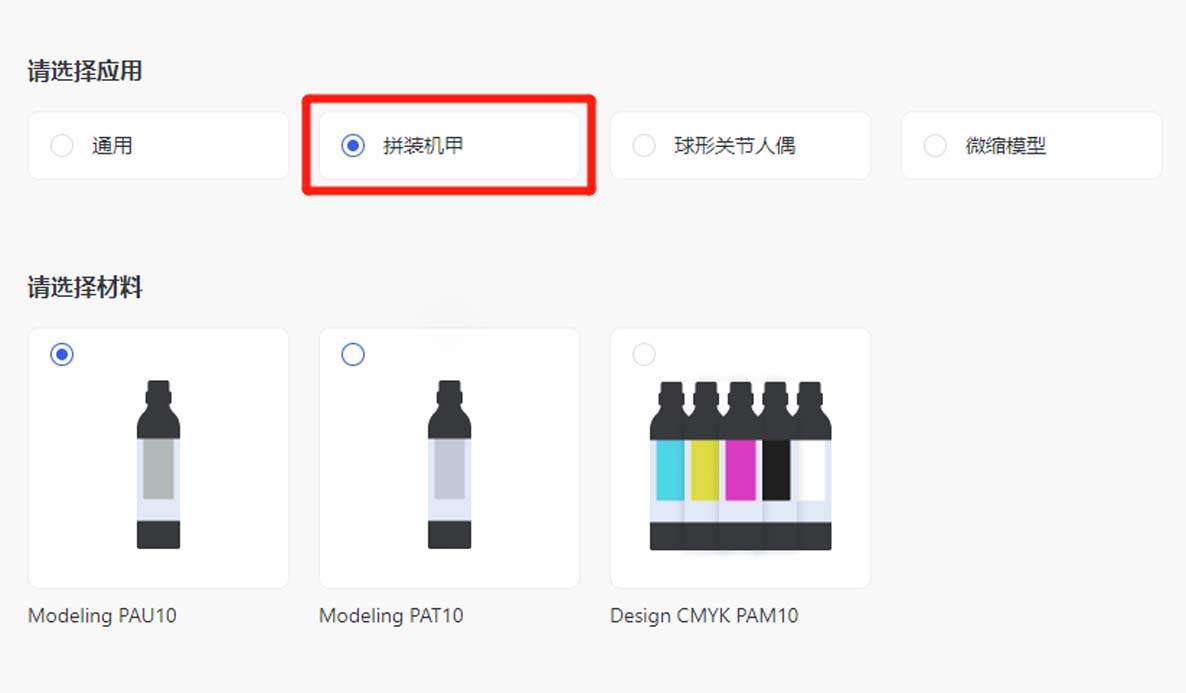
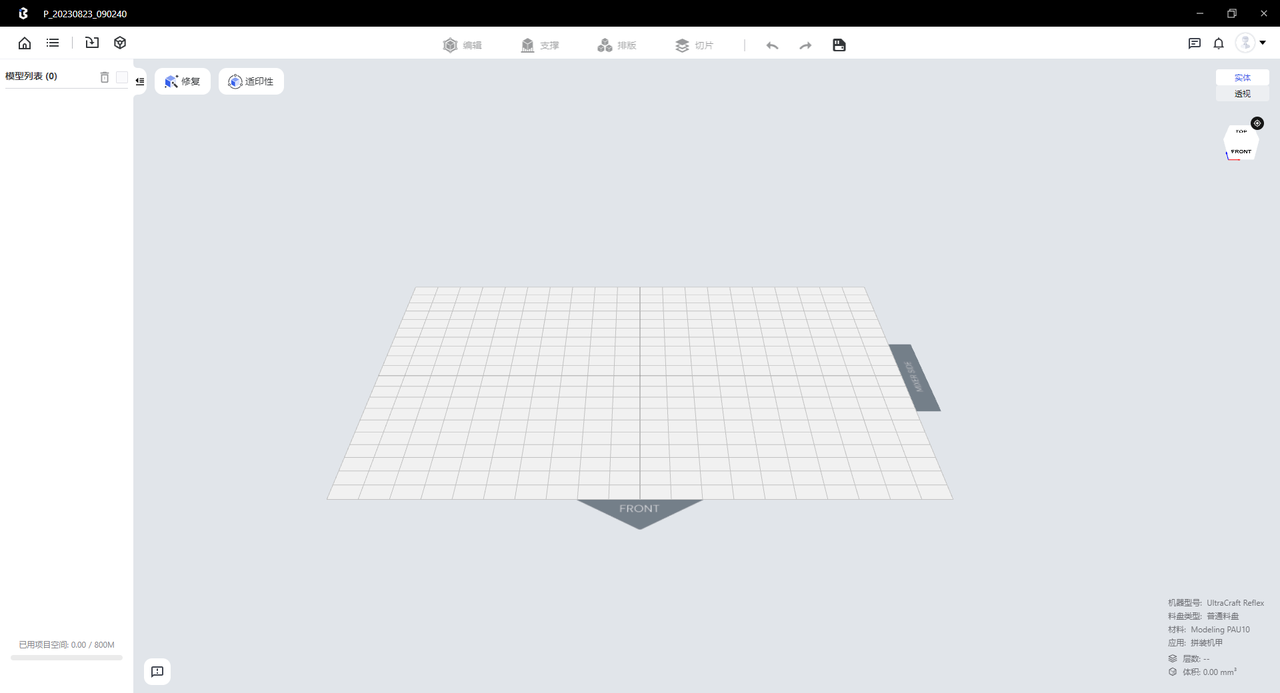
根据应用需求,依次在“打印机型号”、“料盘类型”、“应用”、“材料”、“层厚”选择对应的选项,点击“确定”后,进入平台界面。
|
|
| Blueprint Studio材料选择 | Blueprint Studio平台界面示例 |
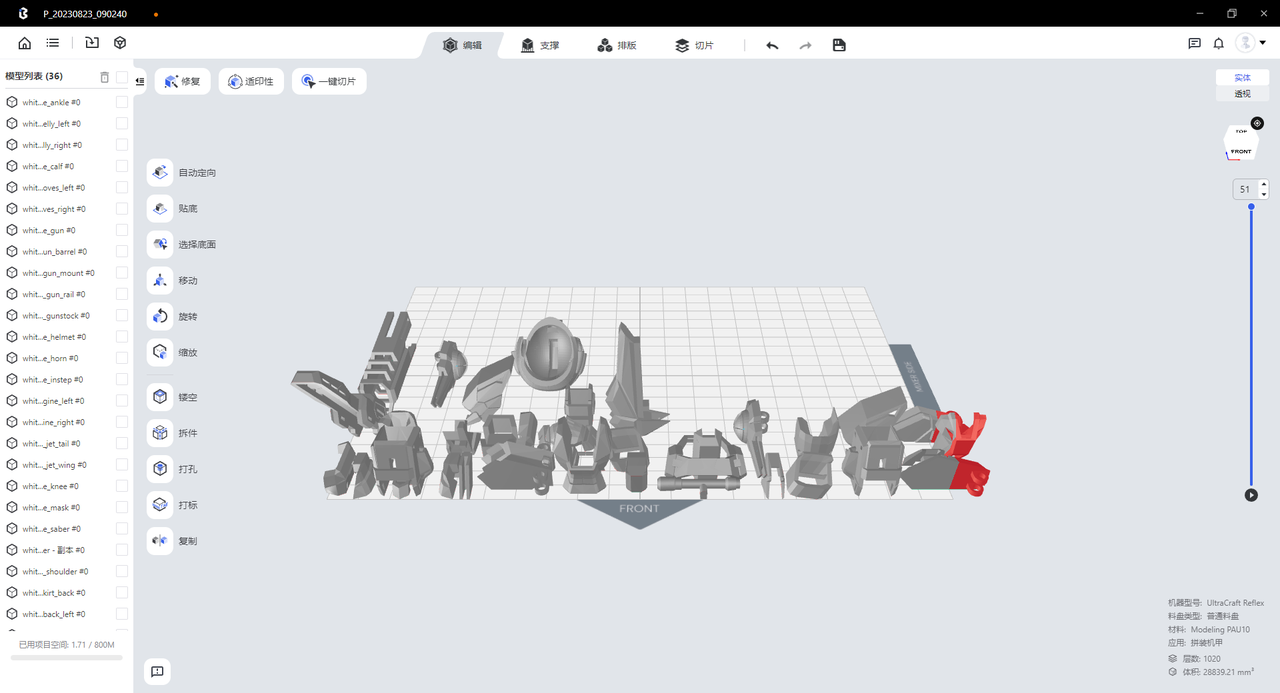
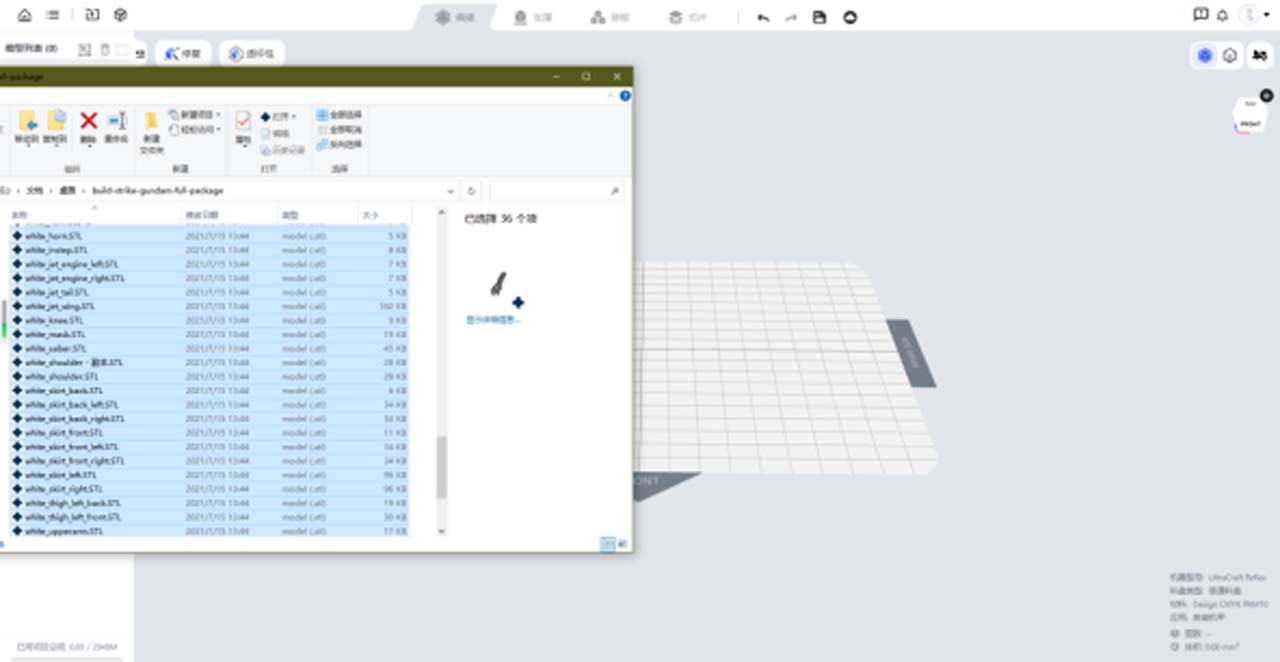
¶ 导入模型
将所需打印模型通过点击“导入”按钮或拖动到平台界面内。
 |
 |
| 导入模型 | 拖动模型示例 |
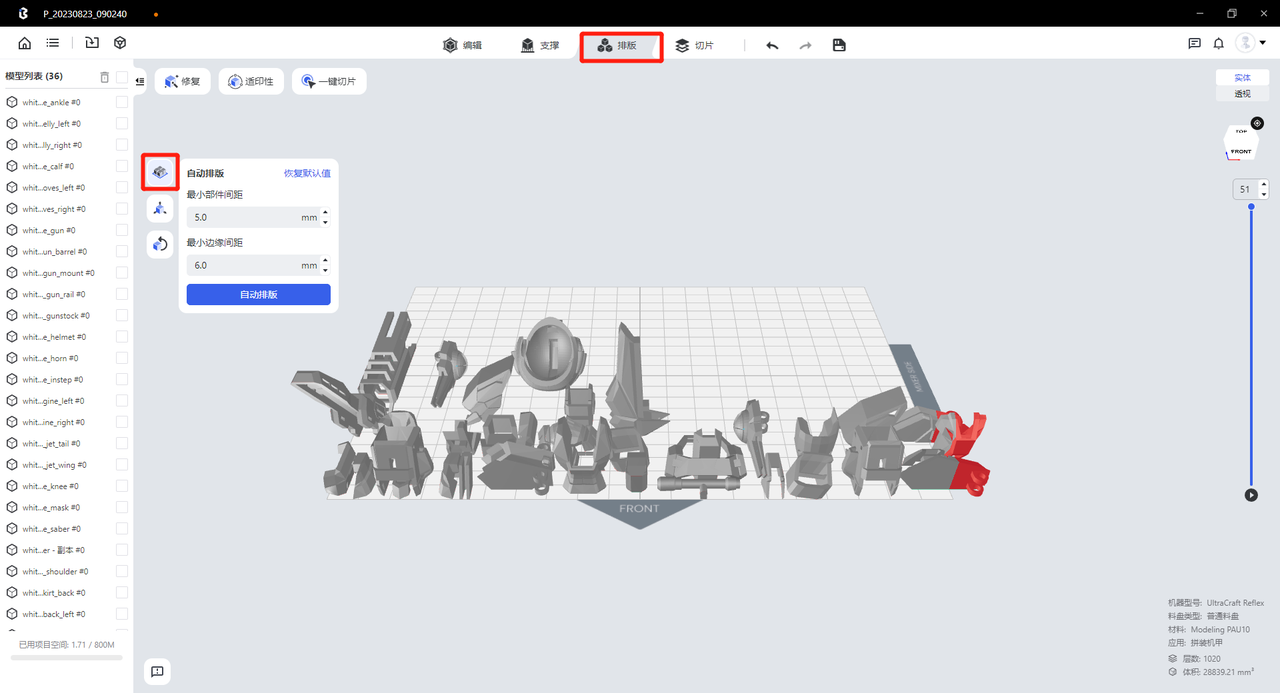
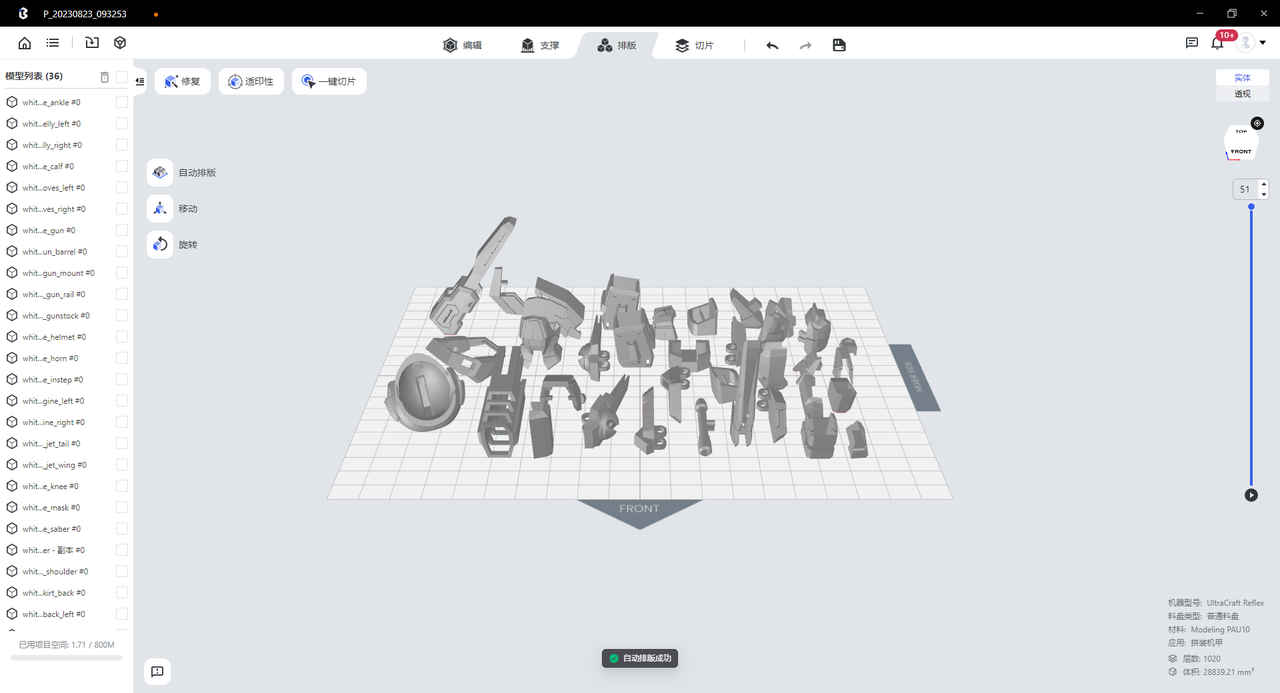
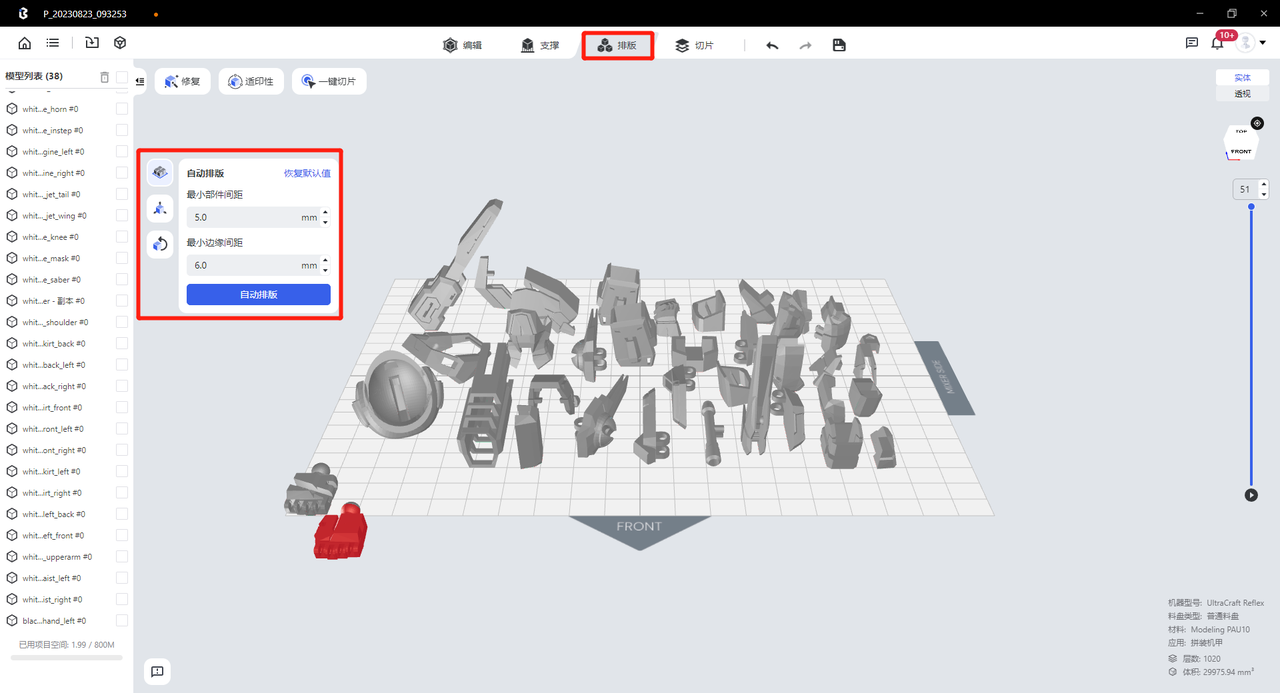
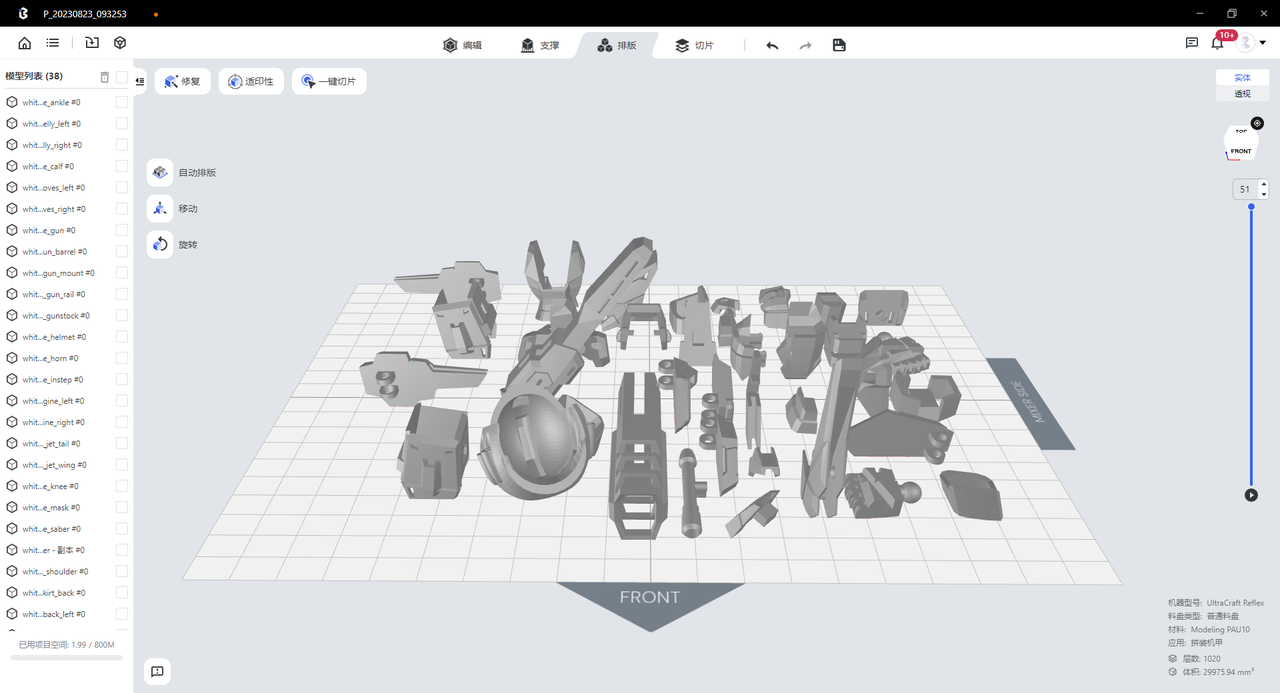
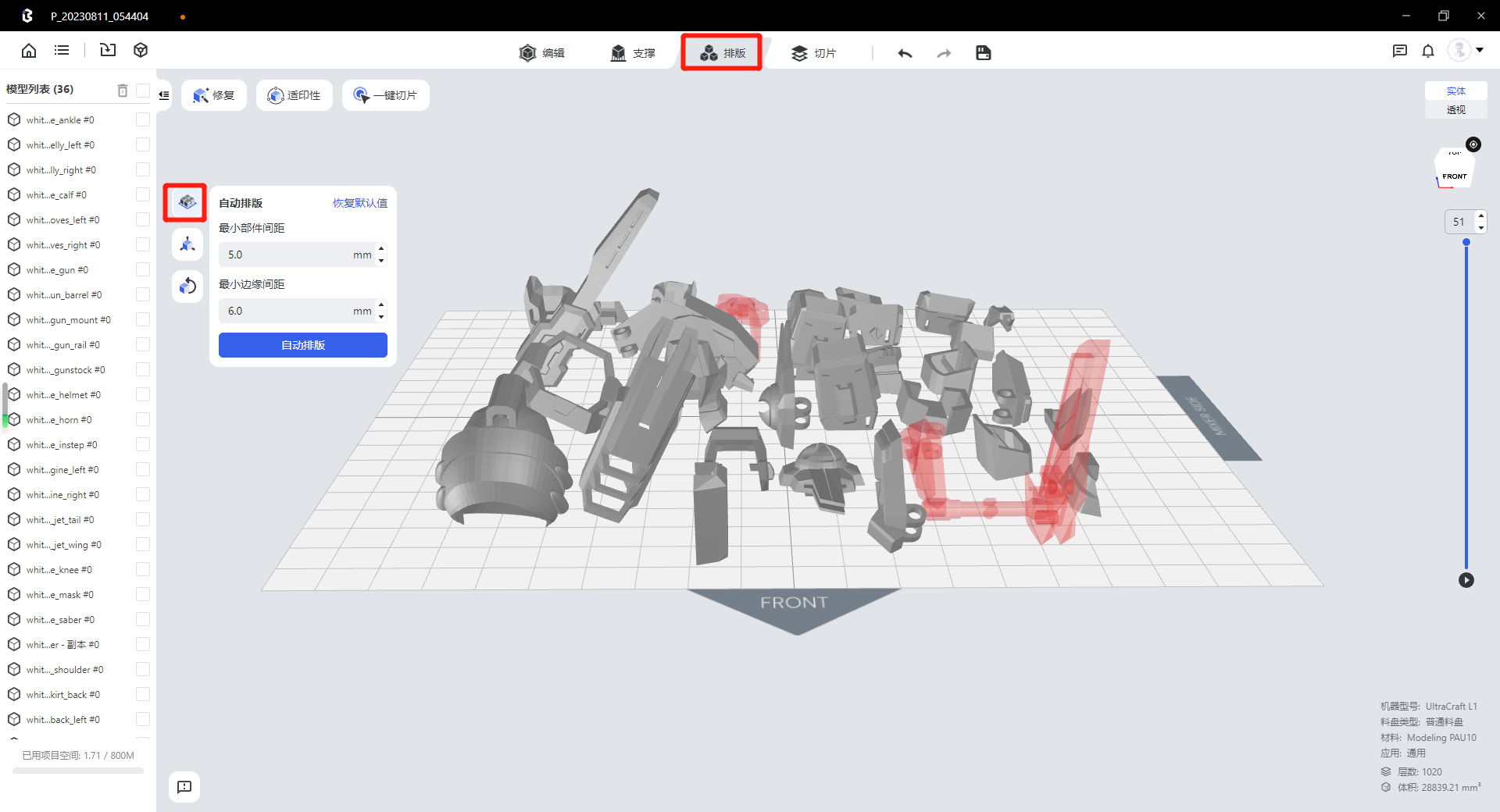
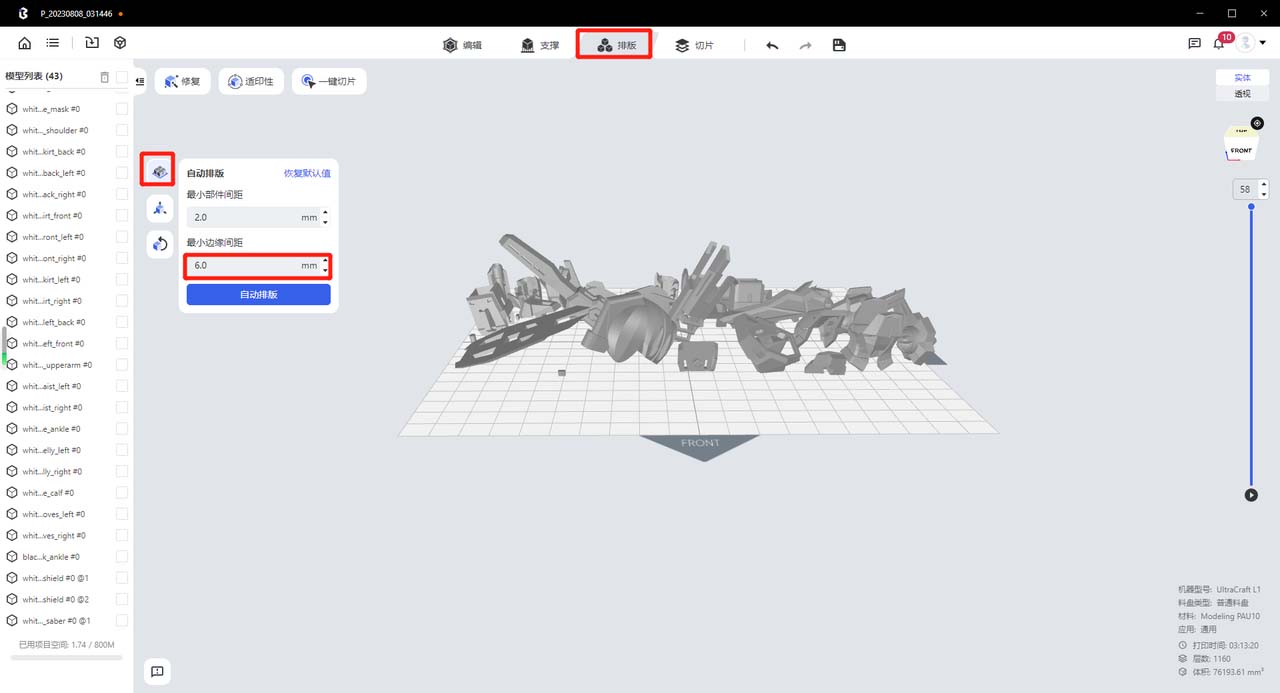
¶ 排版
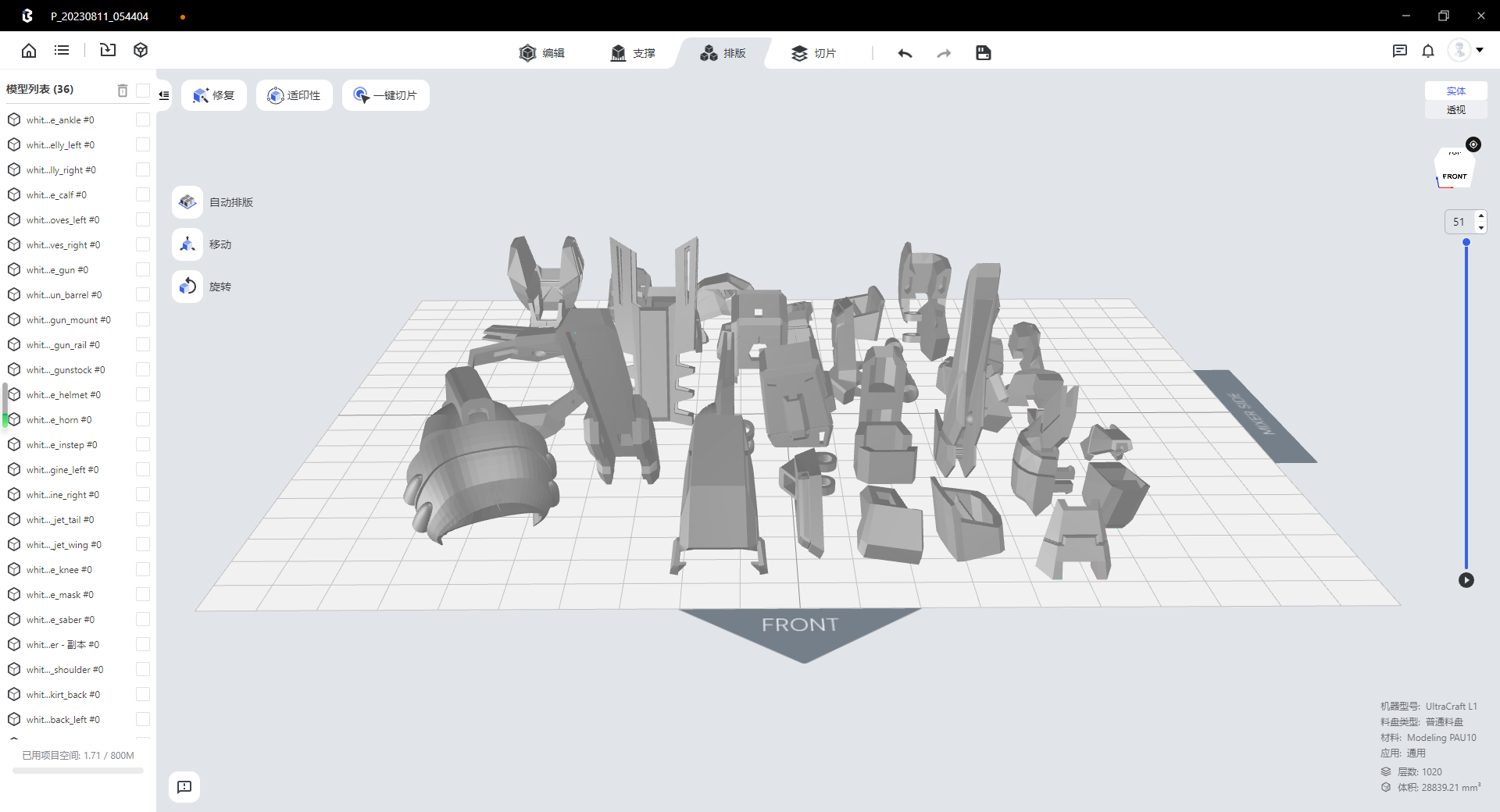
点击【排版】区“自动排版”按钮,将模型摆放在打印平台范围内(最小部件间距需大于 5mm,部件距离平台边缘不少于 6mm)。
 |
 |
| 选择自动排版 | 自动排版效果示例 |
¶ 编辑
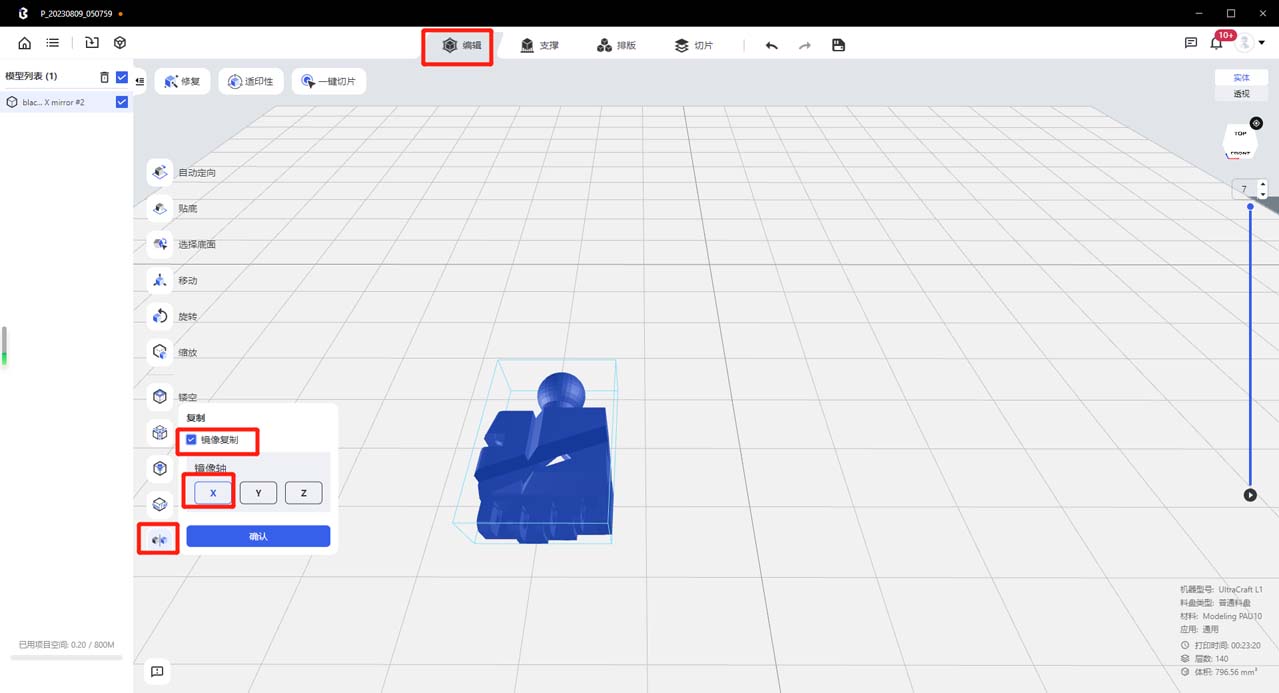
部分模型需要镜像、复制、打孔、打标等操作,可点击【编辑】区“镜像复制”、“复制”、“打孔”“打标”等功能进行处理。
1.镜像功能(选中需镜像的模型,然后点击【编辑】区“复制”功能,勾选“镜像复制”+“镜像轴X”,即完成“左手”镜像复制为“右手”)举例如下:
 |
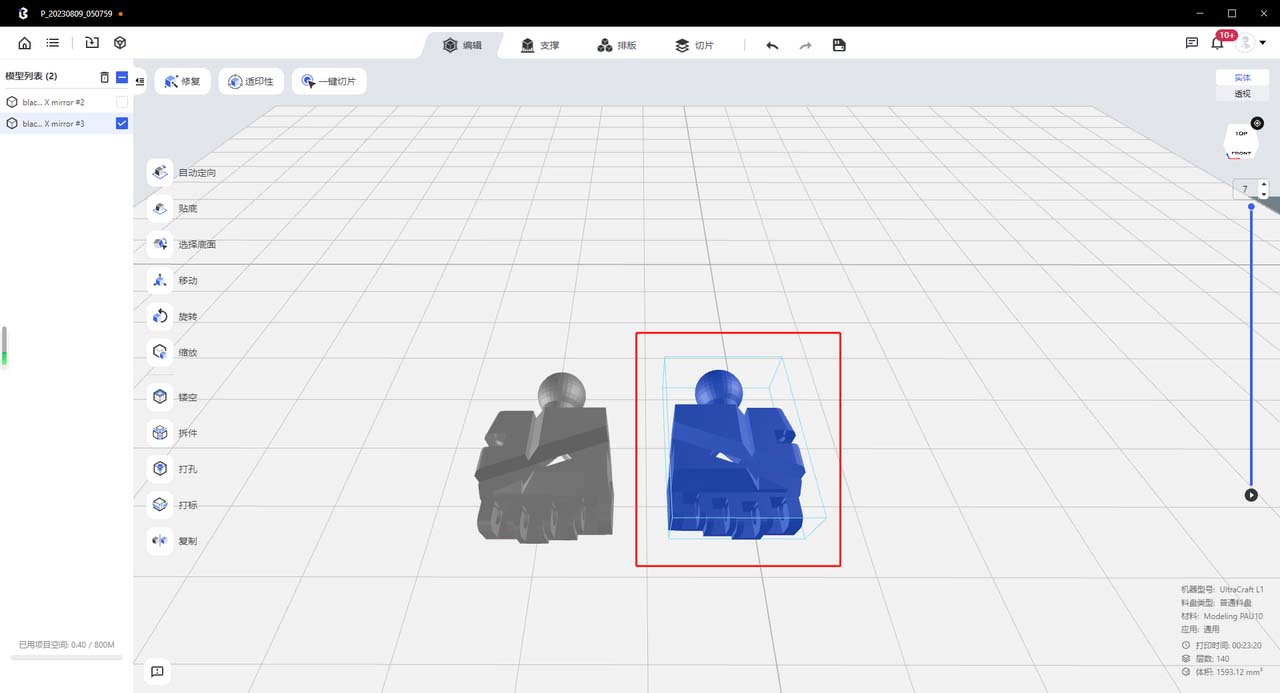 |
| 复制镜像 | 复制镜像效果示例 |
2.二次排版,为了后续方便对零件进行加支撑(最小部件间距需大于 5mm,部件距离平台边缘不少于 6mm)。
 |
 |
二次排版效果示例
¶ 摆放
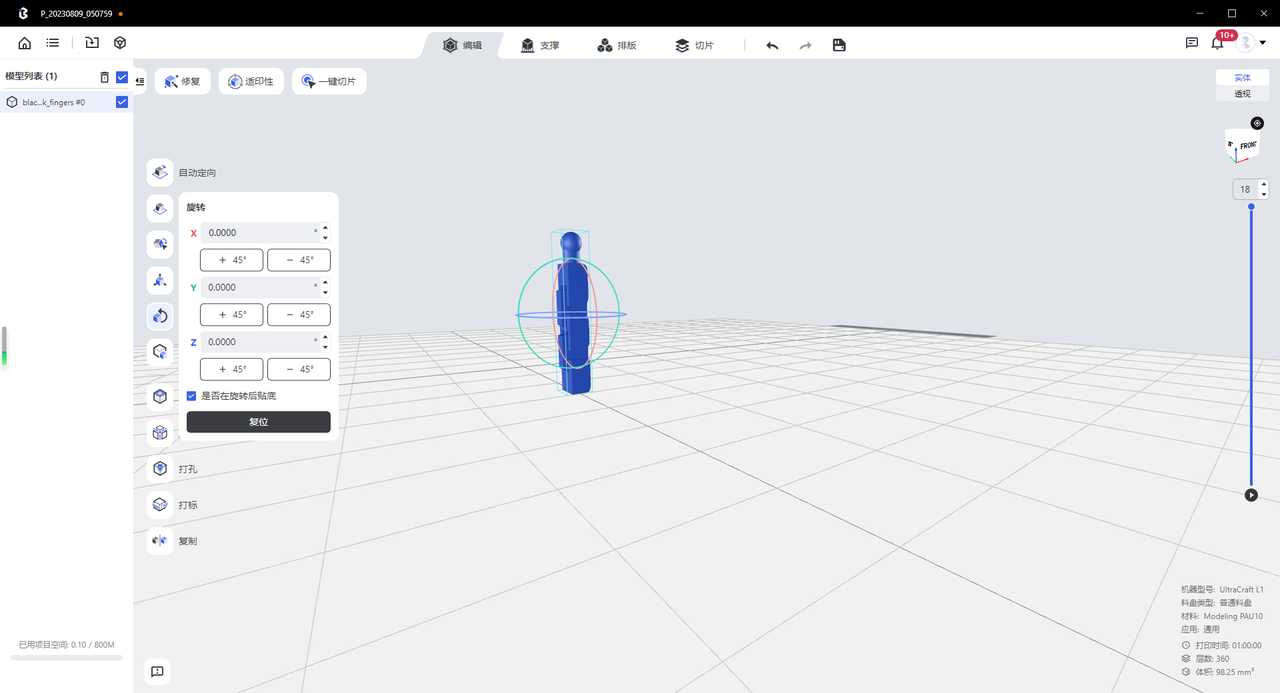
点击【编辑】区“选择底面”+“平移”+“旋转”功能,将所需打印的模型按一定的原则进行摆放(基于特征面朝上、锐角朝上、倒杯口朝下、少支撑等原则),分步骤操作如下:
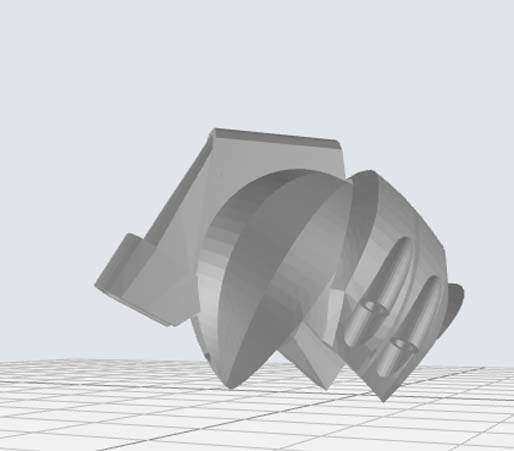
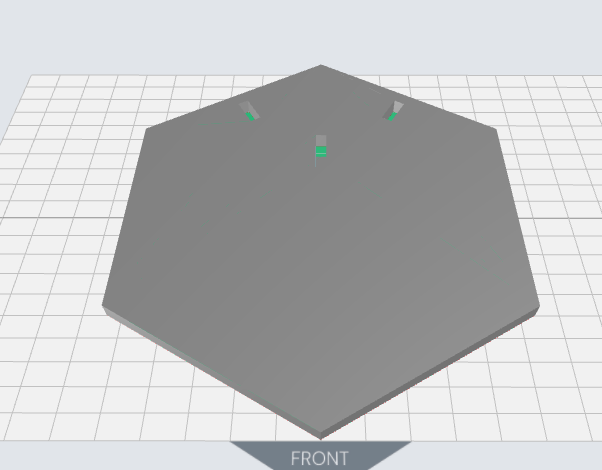
1.通用原则:为保证细节纹理部位的表面质量、横梁下表面平整度、实心长杆或大平面打印成功率,需要将特征面朝上摆放、带横梁的结构倾斜(与平台成60°)摆放、实心长杆或大平面倾斜(与平台成30-45°)摆放;
| 头盔纹理结构 | 带横梁的枪筒 | 带横梁的腰部 | 实心长杆 | 大平面 |
 |
 |
 |
 |
 |
1
 |
 |
| 多横梁模型倾斜60°摆放 | 大平面模型倾斜45°摆放示例 |
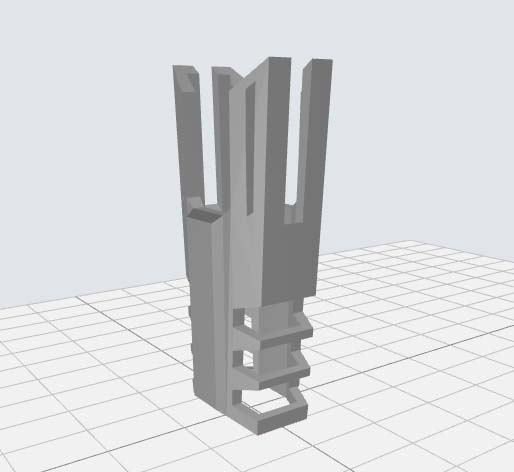
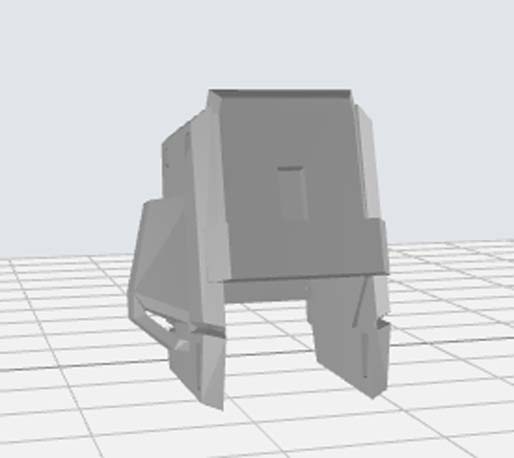
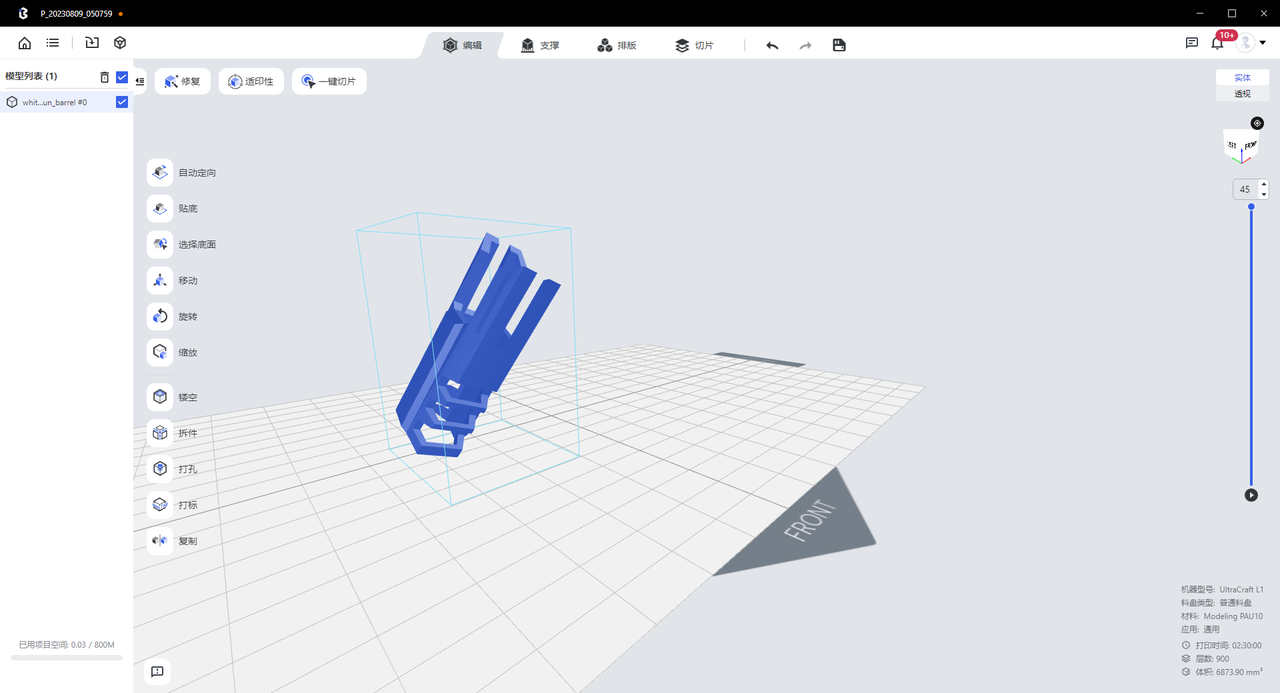
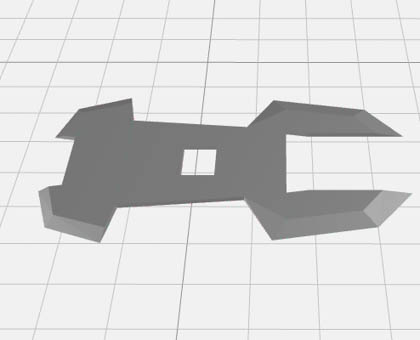
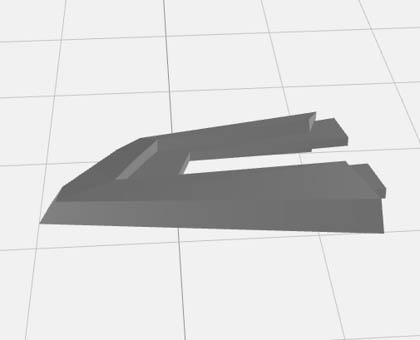
2.机甲锐角结构,为保证锐角锐利度,需要将锐角结构朝上摆放(否则锐角会钝或打印缺损);
| 带锐角的护罩 | 带锐角的尾翼 | 带锐角的裙甲 |
 |
 |
 |
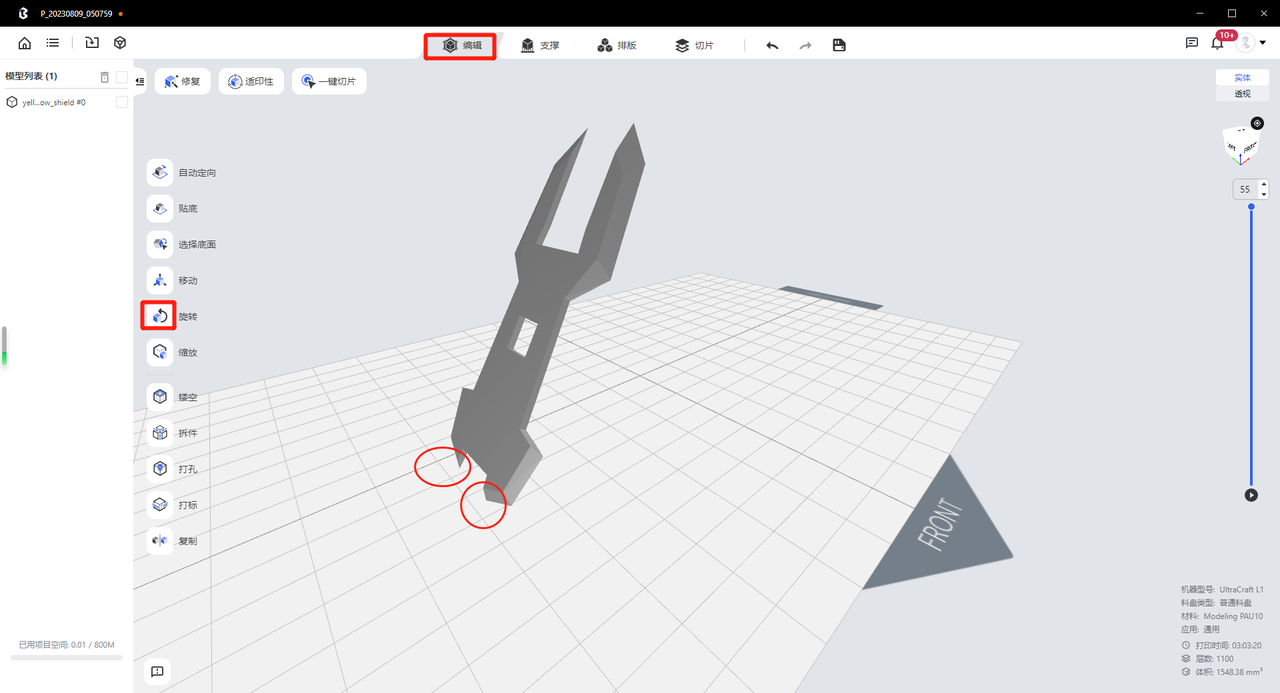 |
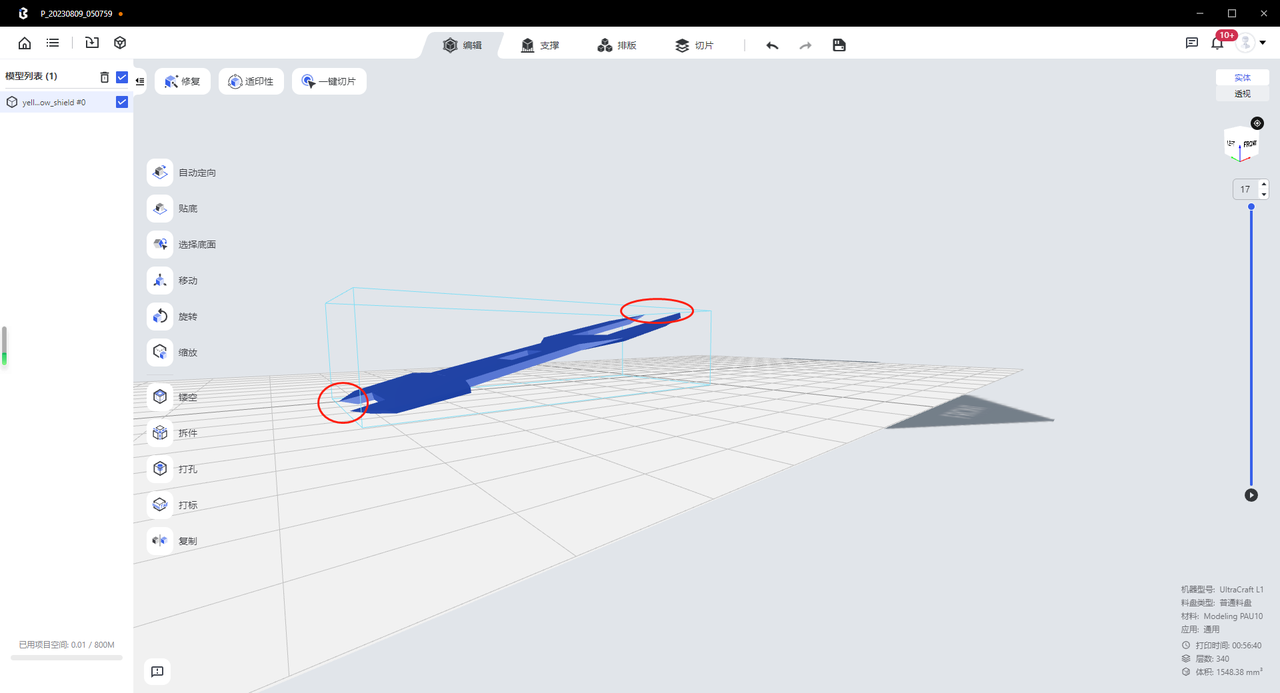 |
| 高锐利度结构朝上摆放 | 高锐利度结构朝上摆放效果示例 |
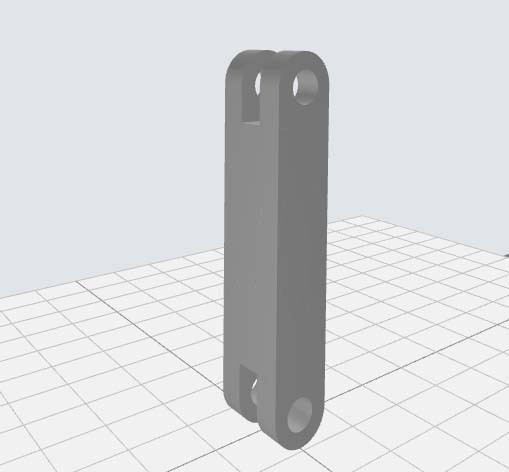
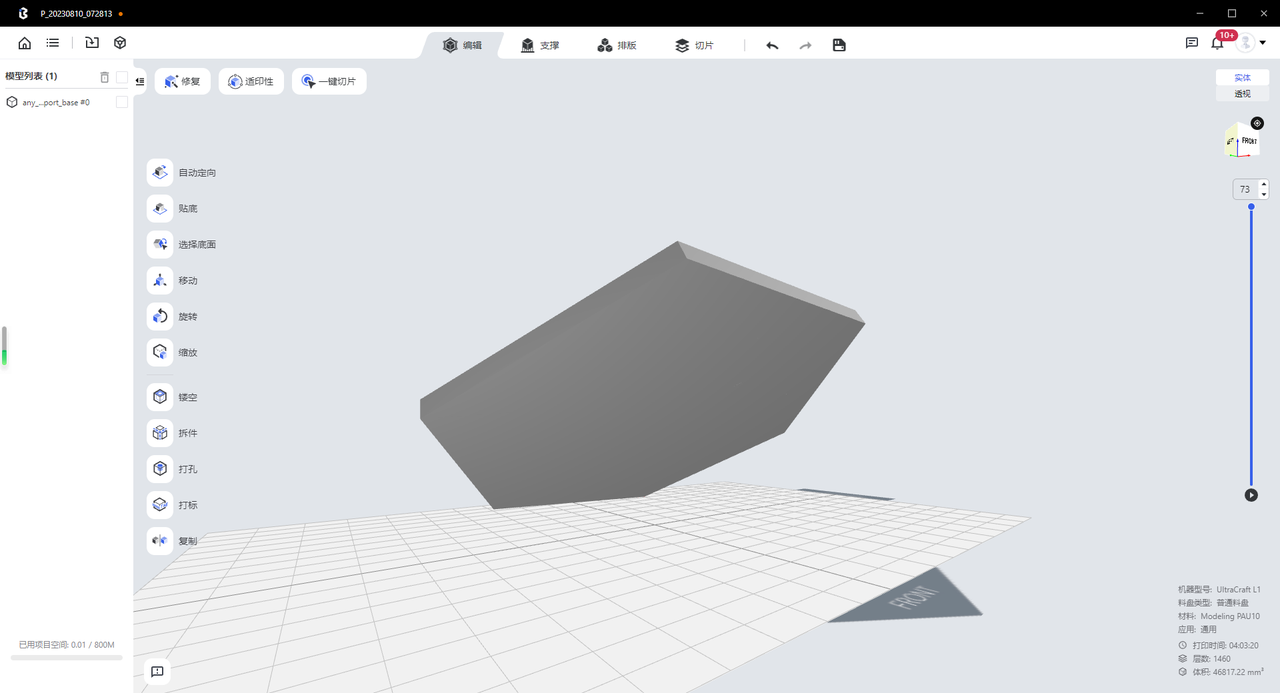
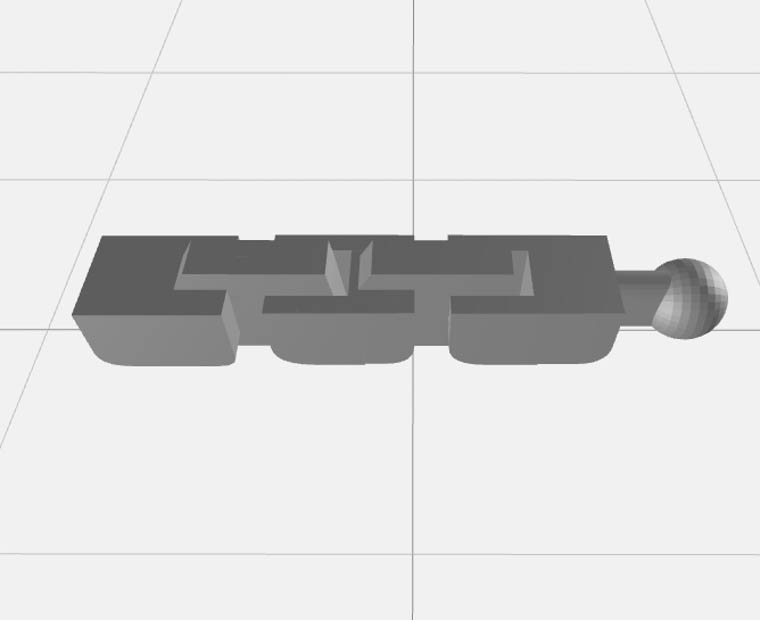
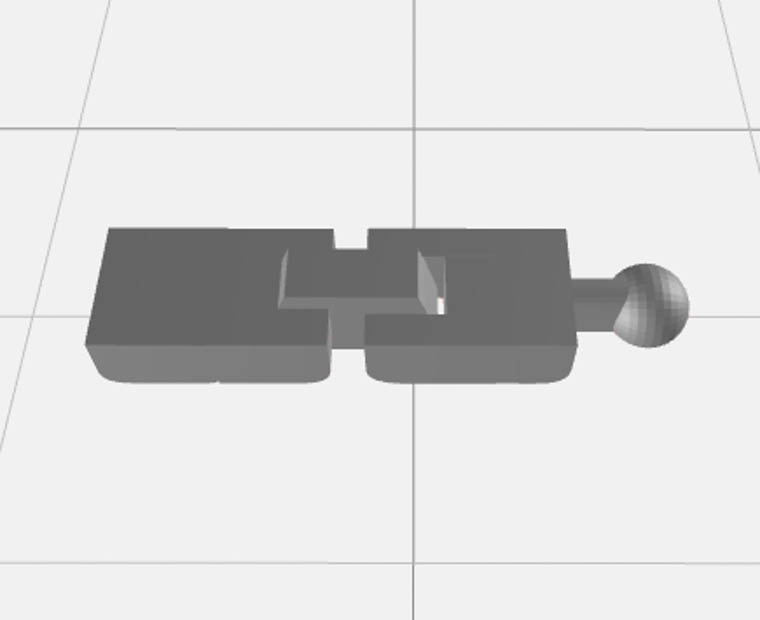
3.机甲一体活动结构,为保证一体活动结构功能正常,需要将该结构水平摆放(因为缝隙较小,堆叠摆放打印,容易粘连);
| 一体活动结构的手指 | 一体活动结构的大拇指 |
 |
 |
 |
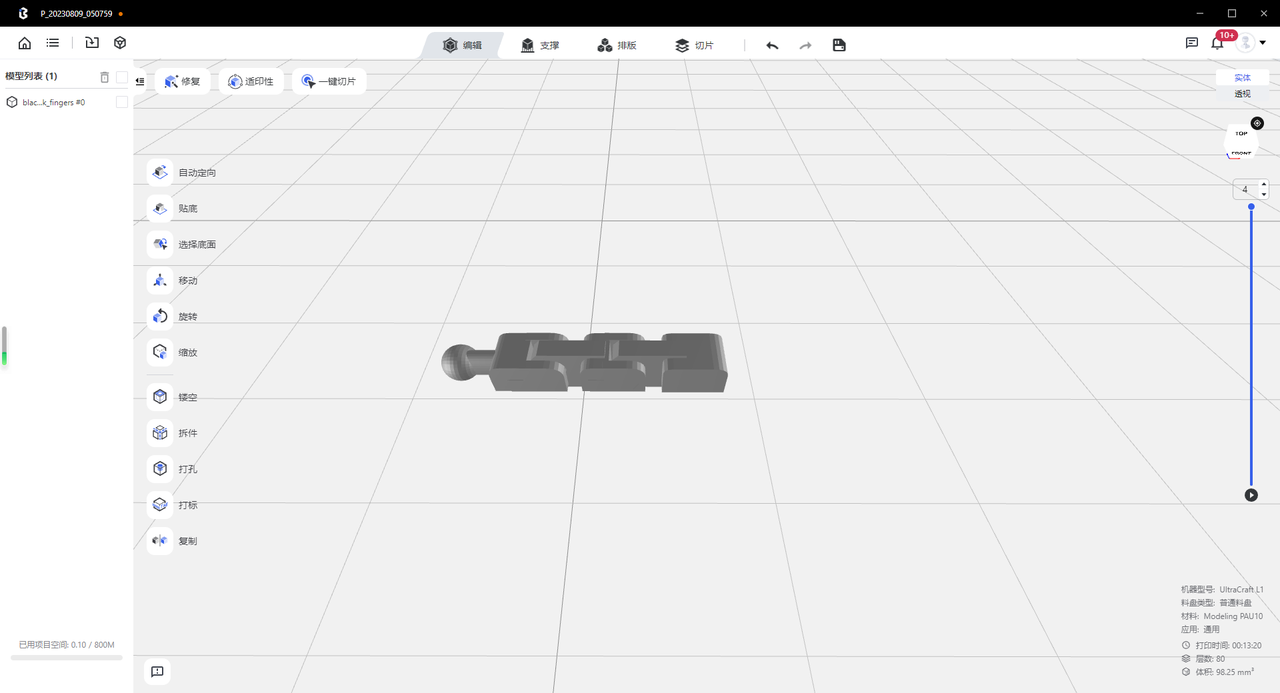 |
| 活动结构间隙朝上摆放 | 活动结构间隙朝上摆放效果示例 |
4.二次排版,为了预估空间,判断后续是否可以添加模型(最小部件间距需大于 5mm,部件距离平台边缘不少于 6mm)。
 |
 |
| 二次排版 | 二次排版效果示例 |
¶ 加支撑
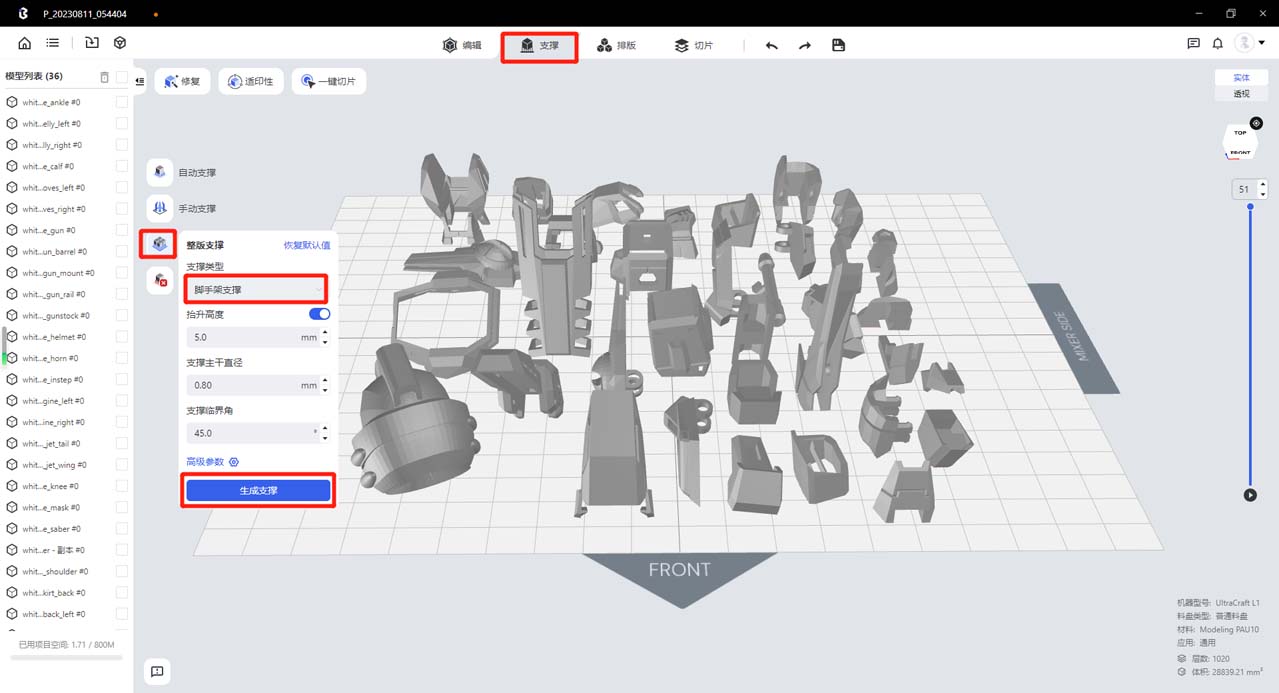
1.自动支撑,点击【支撑】区“整版支撑”按钮,即给所有模型加支撑,生成一个底板,点击“脚手架支撑”,点击【生成支撑】。
 |
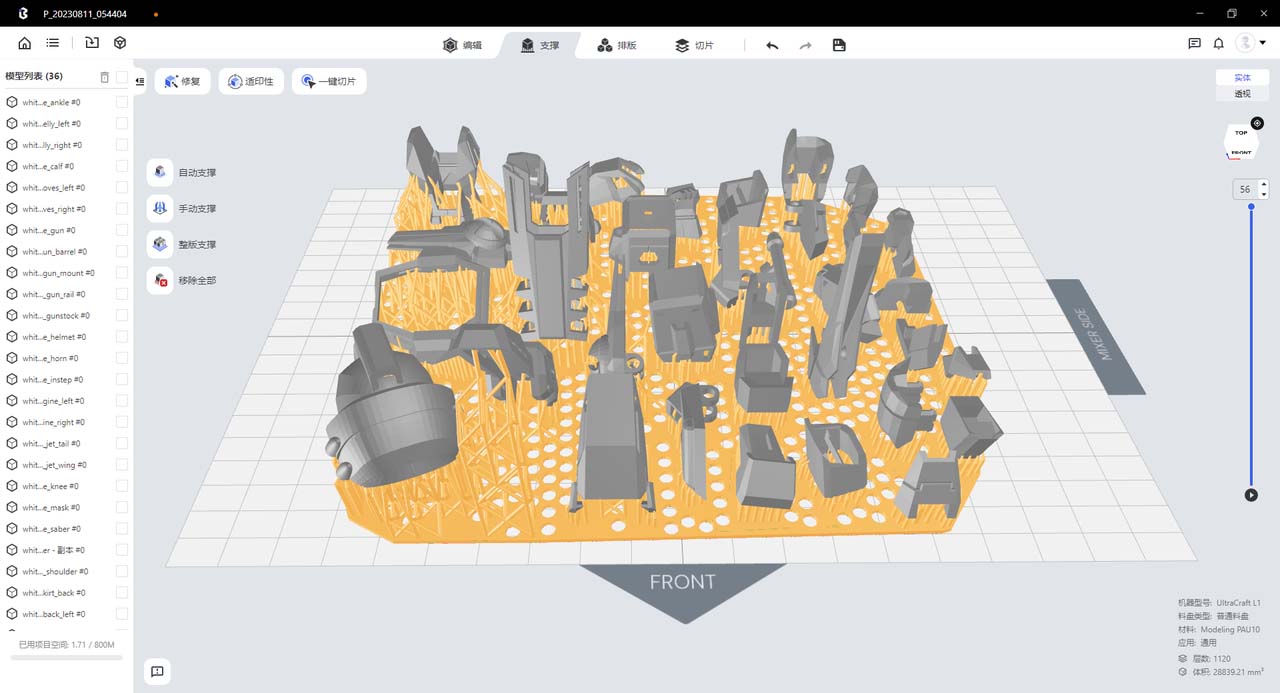 |
| 加支撑 | 加支撑效果示例 |
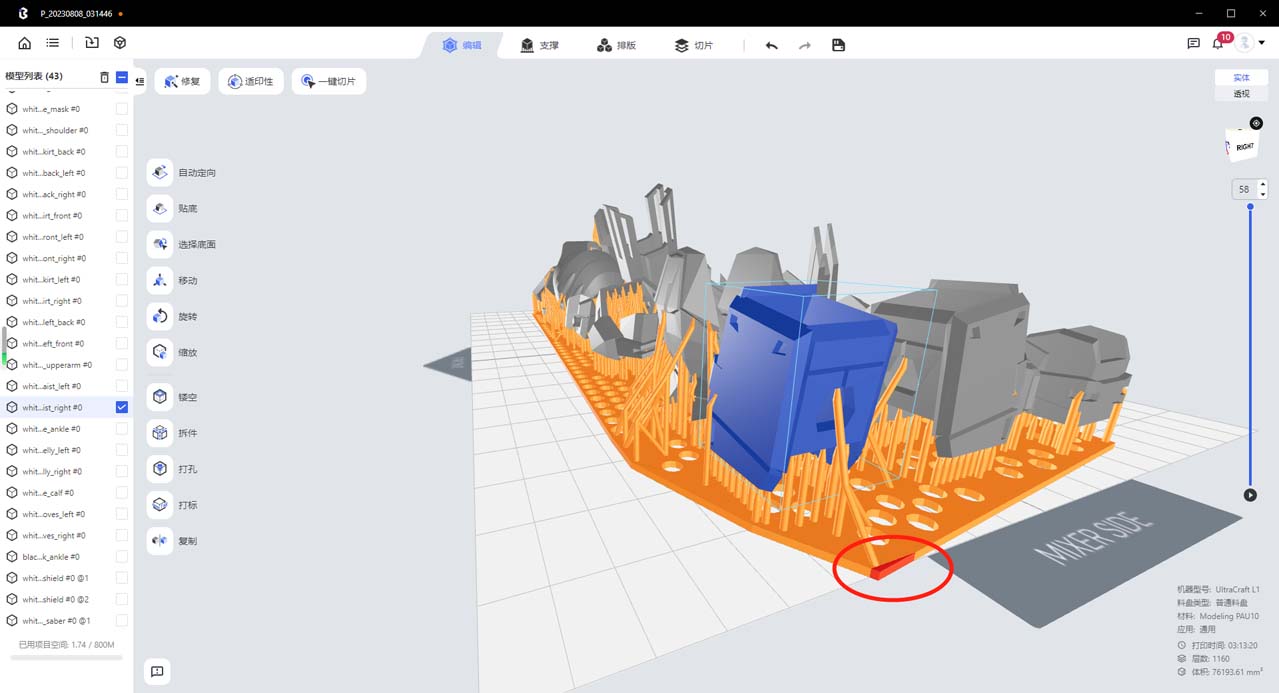
2.检测边界,如果模型底板部分超出平台边界,通过【排版】区“自动排版”功能,调整最小边缘距离(根据超出范围增加距离),再重新加支撑。
 |
 |
| 支撑底板超界 | 调整最小边缘距离示例 |
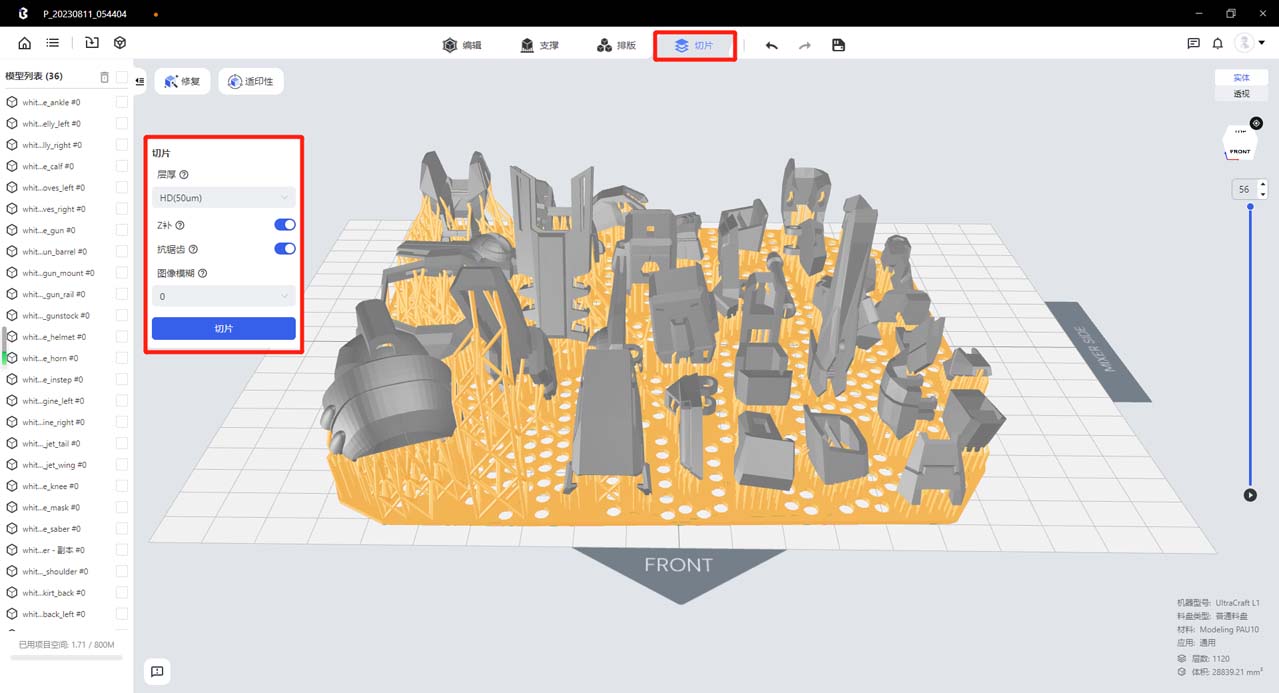
¶ 切片
1.点击【切片】选中默认参数,进行切片。
 |
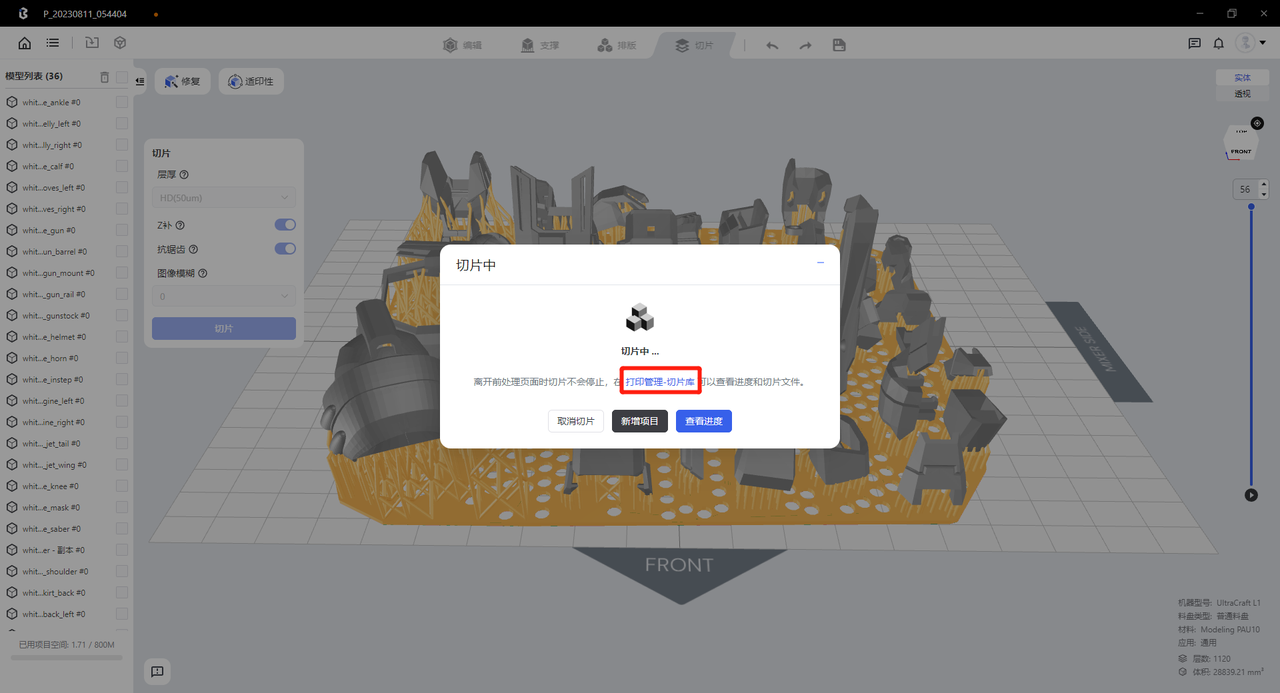 |
| 切片 | 切片库示例 |
2.完成切片后,可在【切片文件】进行切片查看及下发工作。
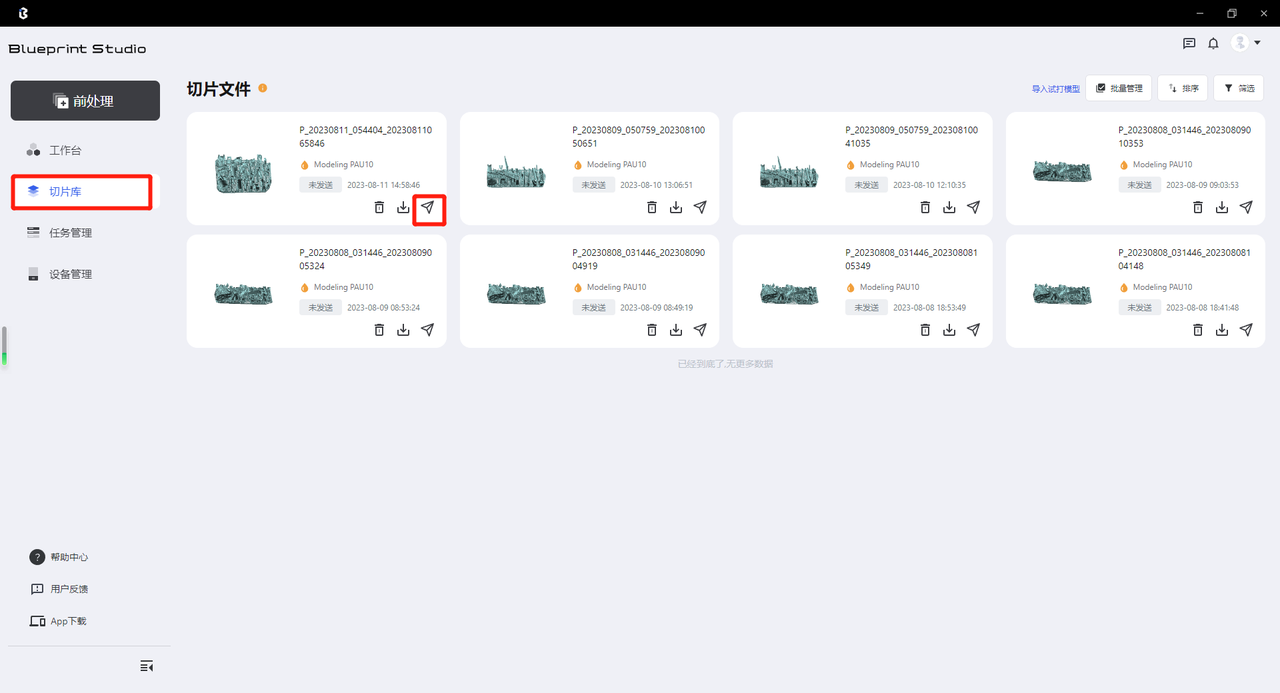
下载或发送打印示例
¶ 打印流程
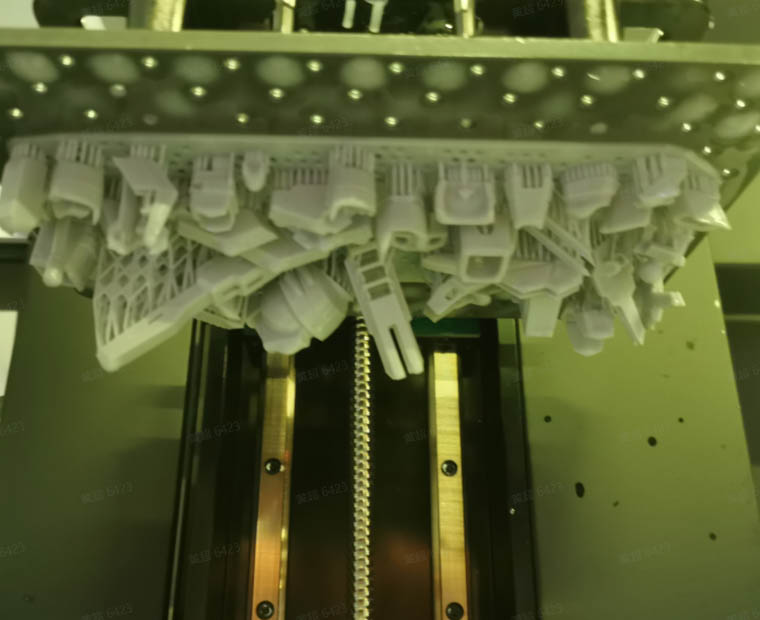
¶ 打印
将模型的切片文件,通过云平台下发或者U盘下载导入打印机,插入对应材料后进行打印。
 |
 |
| 打印 | 打印效果示例 |
¶ 后处理流程
¶ 清洗
1.清洗参数可以通过云平台任务下发或手动输入;
2.将铲下来的模型,放入UltraCraft Wash 清洗槽内,倒入一定量的95%酒精(浸没模型);
 |
 |
| UltraCraft Wash 清洗机 | 清洗前效果示例 |
3.清洗过程分粗洗(非全新95%酒精,清洗掉模型表面大部分树脂)和精洗(全新95%酒精,清洗掉表面残余树脂)。
 |
|
| 模型粗洗槽 | 模型粗洗后效果示例 |
 |
 |
| 模型精洗槽 | 模型精洗后效果示例 |
4.清洗后,拿出来用吹风筒吹干或晾干模型表面酒精液体。
¶ 去支撑
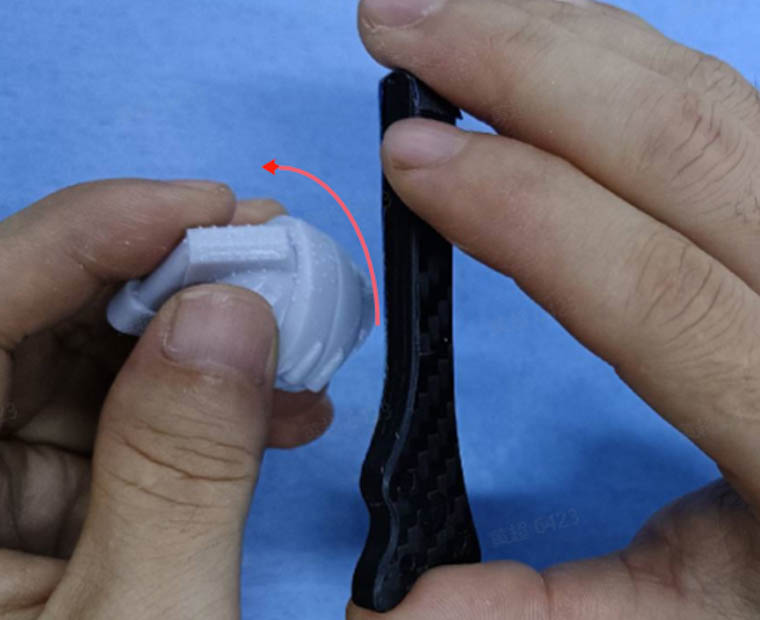
1.大部分模型可徒手去掉支撑(抓住模型左右旋转即可);
 |
 |
| 徒手去支撑 | 徒手去支撑效果示例 |
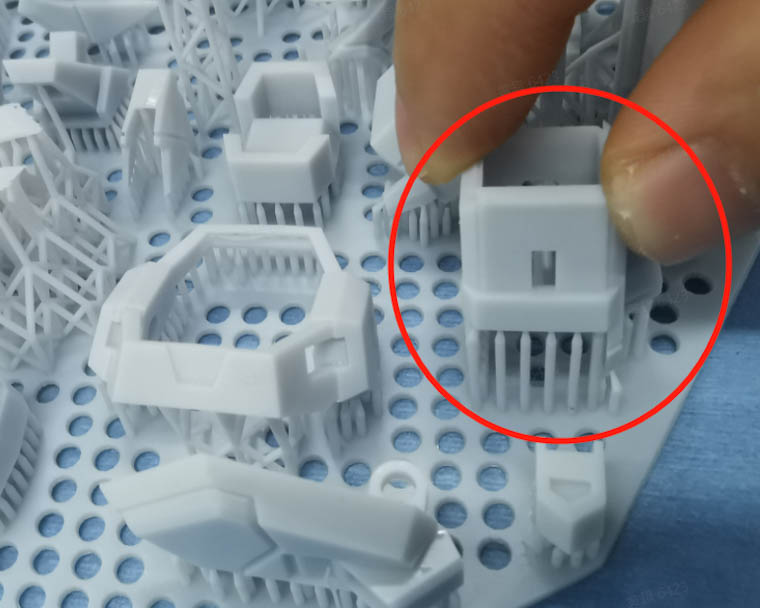
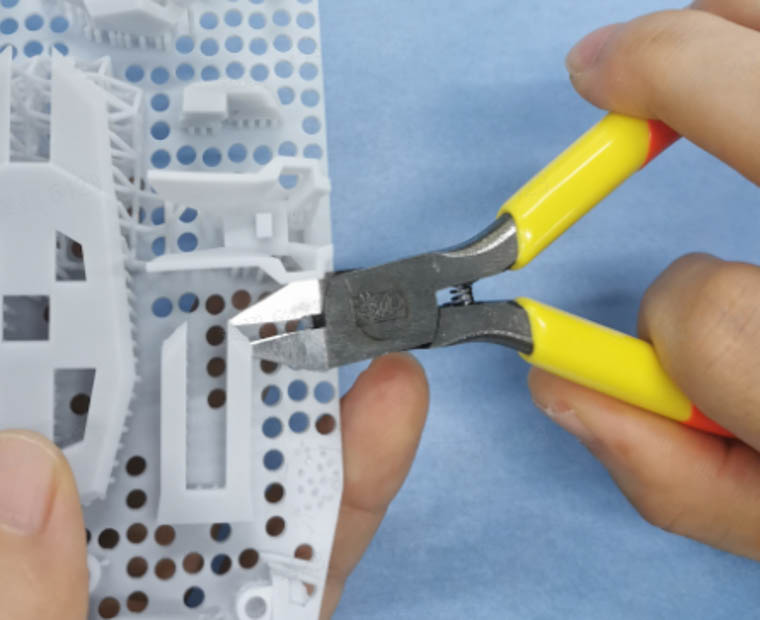
2.少部分薄壁模型或带薄壁结构的模型,建议借助工具去除(水口钳或笔刀)。
 |
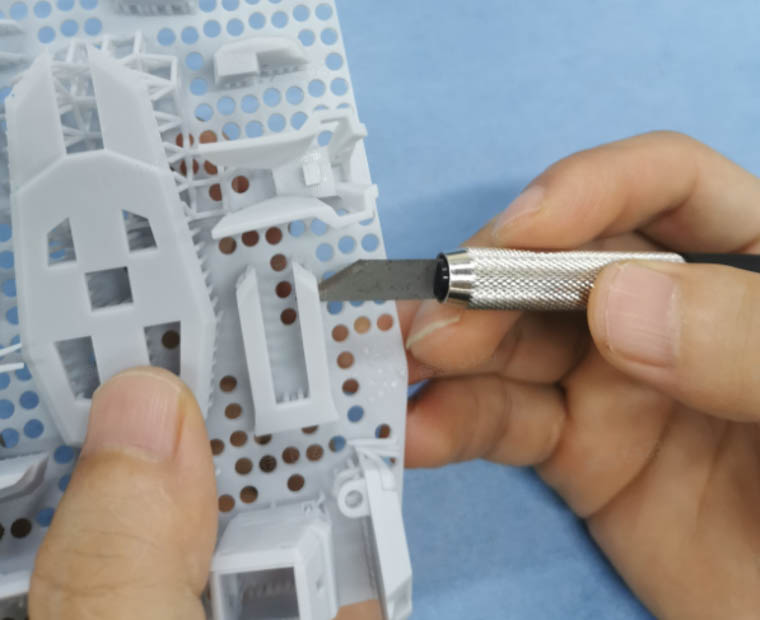 |
| 水口钳去除薄壁模型支撑 | 雕刻刀去除薄壁结构支撑效果示例 |
¶ 后固化
1.固化参数可以通过云平台任务下发或手动输入;

固化示例
2.大部分模型可直接放置在UltraCraft Cure 固化箱内进行固化;
常规固化示例
3.少部分条状或板状的模型,建议借助橡皮泥或蓝丁胶将模型竖直粘在固化箱内(可降低模型变形风险)。

条状模型、板状模型固化示例
¶ 打磨
1.大部分模型可直接用300-400目打磨工具进行打磨,再依次600目、1000目打磨,需要喷涂的机甲模型,建议打磨至1000目;
常规打磨示例
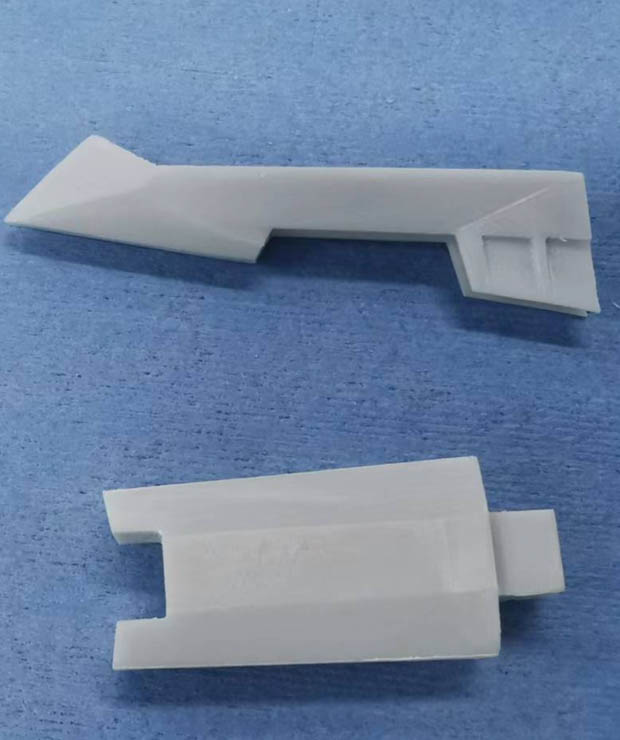
2.少部分薄壁模型或带薄壁结构的模型,建议从500-600目打磨工具进行打磨(可降低薄壁打磨损坏风险);

薄壁结构打磨示例
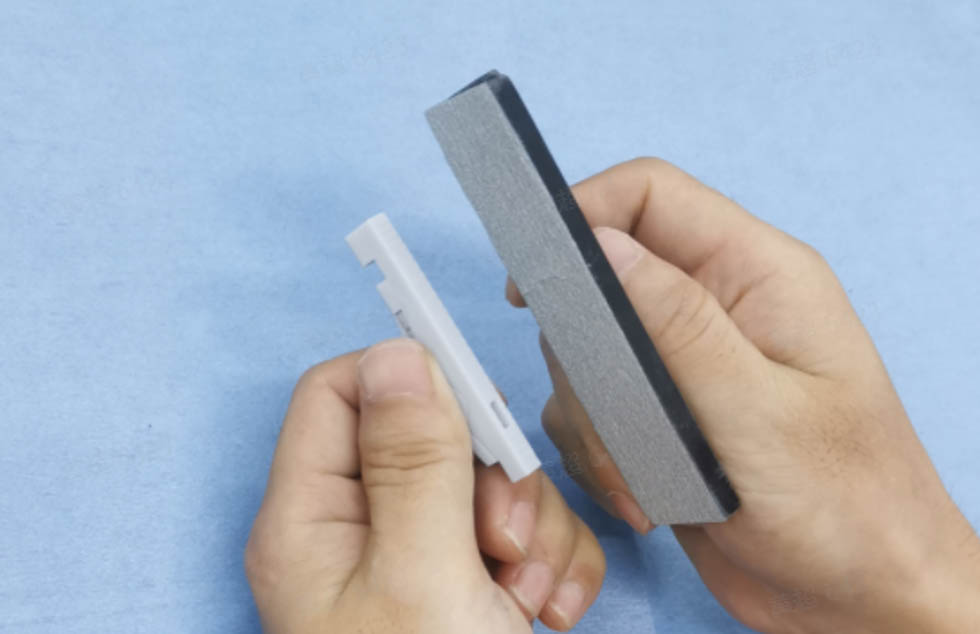
3.机甲平面结构,建议用平板打磨棒紧贴零件单方向进行打磨(可降低直边打磨损坏风险);

机甲平面结构打磨示例
4.机甲弧面支撑点,建议先用320目平板打磨棒绕着弧面单方向打磨(打磨板够硬够平,在运动的时候不会伤到其它地方),然后再使拿600目海绵砂纸用打圈的手法打磨弧面,受力更平均,减少打磨留下的刮痕。
 |
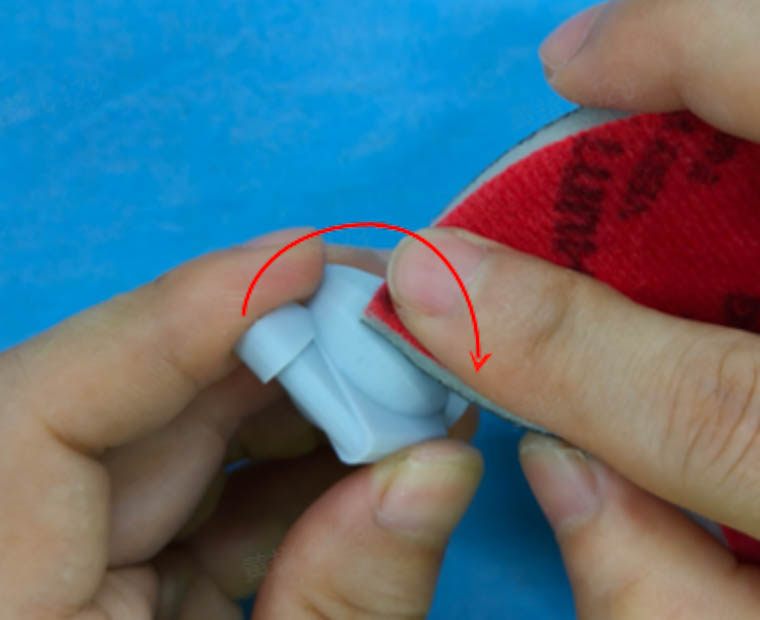 |
| 平板打磨棒绕着弧面单方向打磨 | 海绵砂纸用打圈手法打磨示例 |
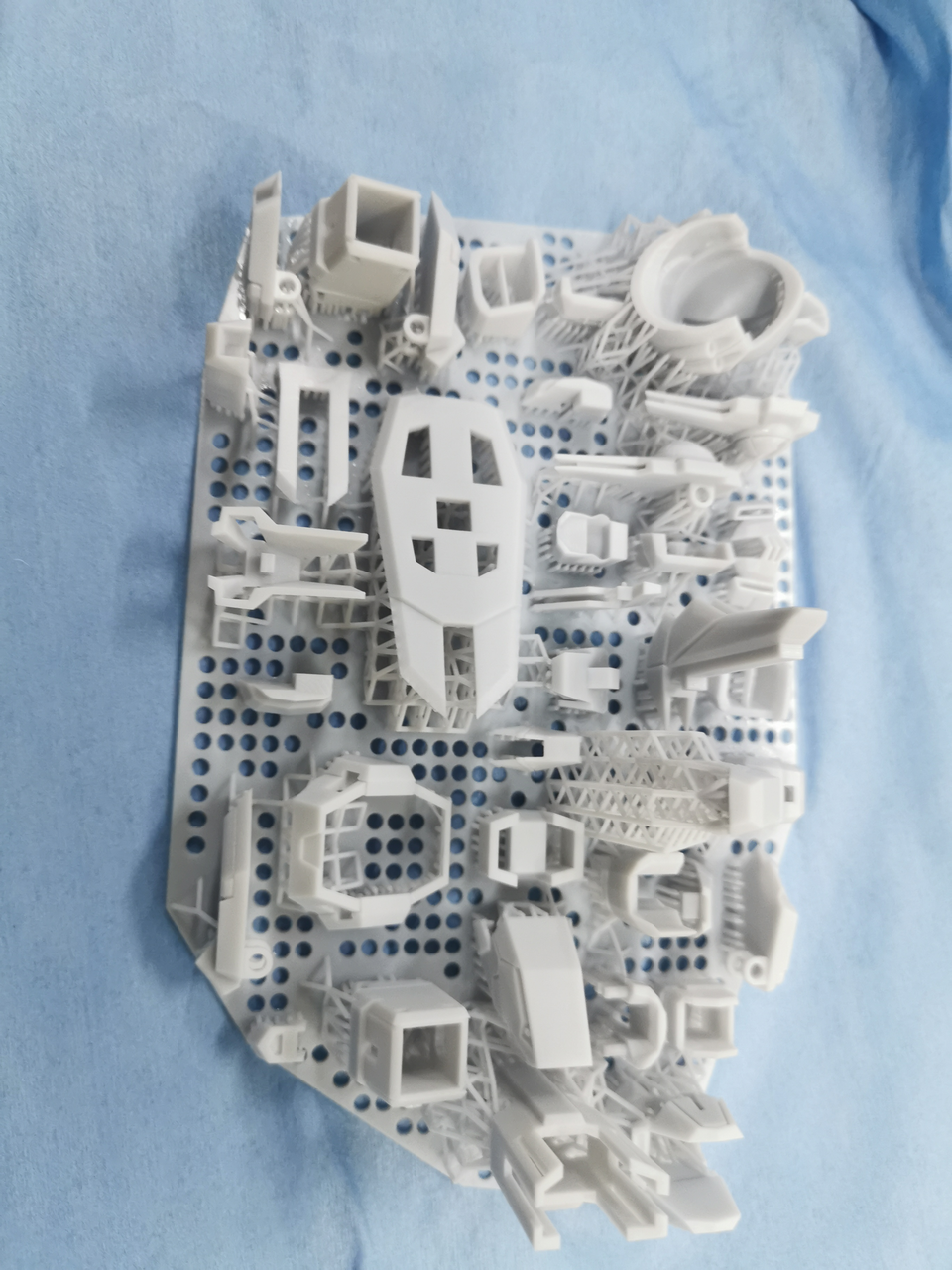
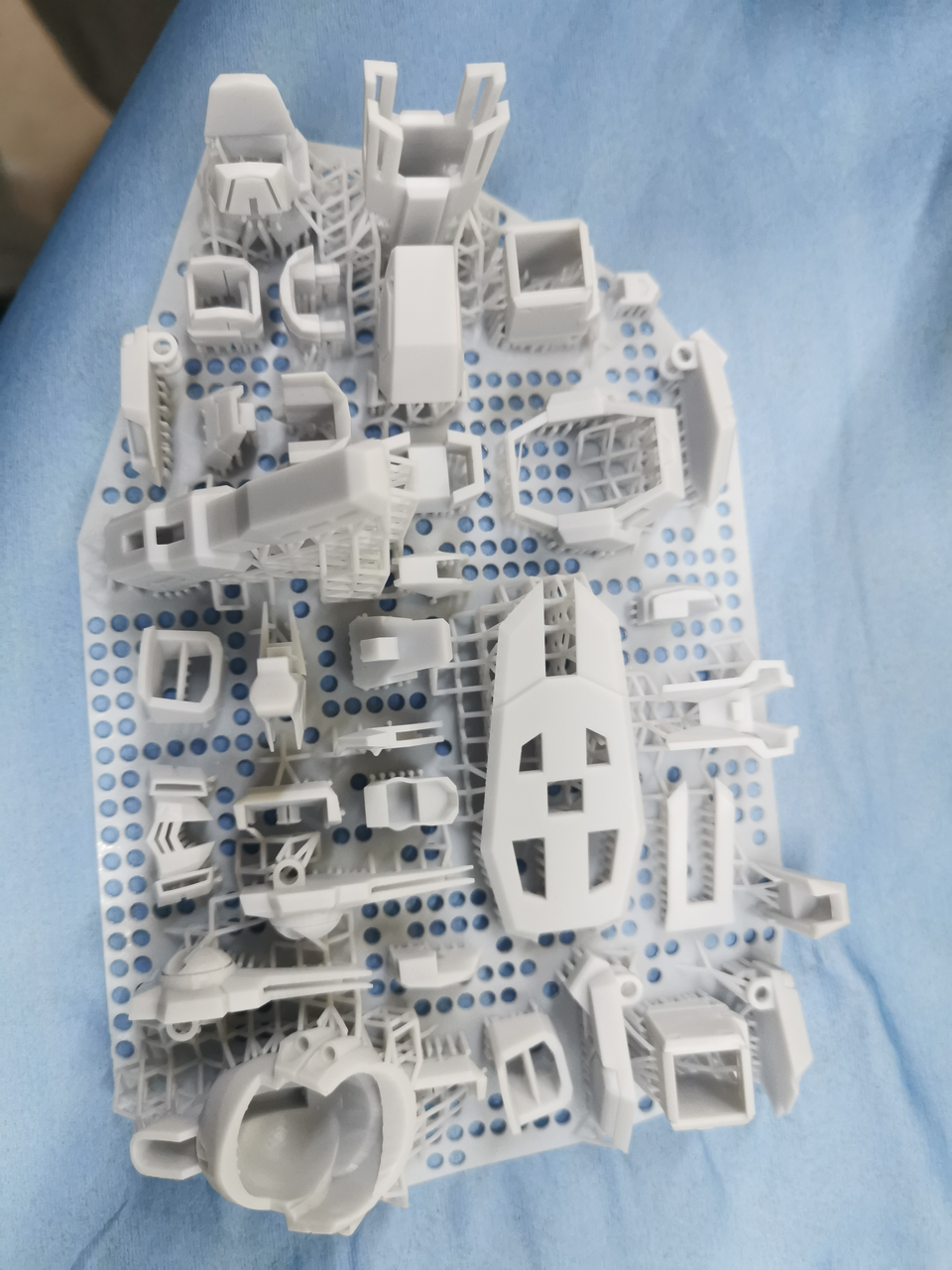
¶ 成品展示
 |
 |
| 机甲零部件打磨后 | 喷涂后效果示例 |