打印工艺编辑器(Print Process Editor, PPE)是 Blueprint Studio(BPS)基于开放材料模式推出的新一代3D打印参数控制功能。与传统切片软件完全开放但缺乏设备保护的通用参数模型不同,BPS采用了智能且受保护的开放策略(智能、受保护的开放性)。通过分层参数控制,PPE确保了第三方树脂的可用性,同时最大限度地提高与官方预设自适应/智能工艺策略的兼容性,从而保障设备安全并降低试错成本。用户通常只需适当调整曝光参数,即可兼容市场上大多数405nm波长的UV树脂。
需要注意的是,目前仅开放了最关键的参数子集(基本模式),支持Reflex RS和Reflex RS Turbo型号。对Reflex系列其他型号的支持,以及专家模式(该模式可对高级参数和工艺策略进行近乎全面的控制,但与官方预设的自适应/智能工艺策略互斥),仍在开发和测试中。
本文档主要介绍PPE的功能、当前各开放参数项的含义,并提供基于设备感知的测试和调整建议。
¶ 1. 切片器 - 项目配置
 |
 |
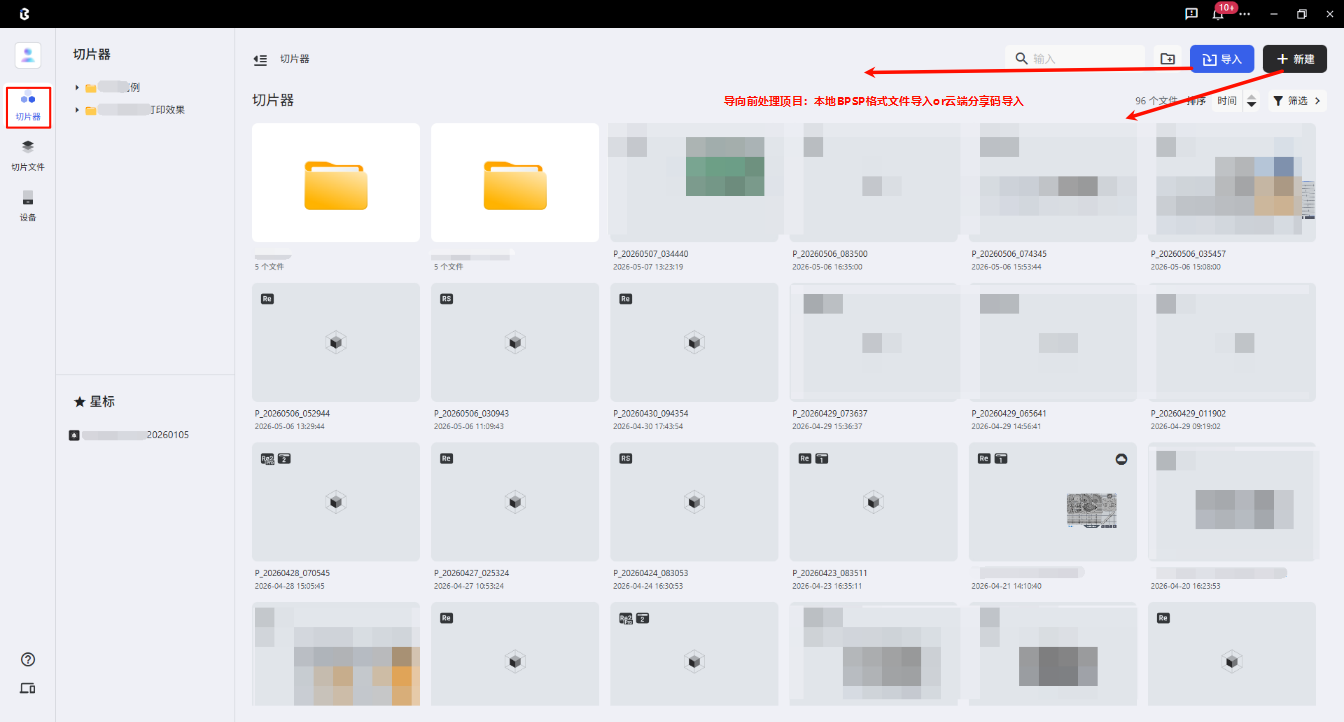
点击切片器,创建新项目(点击导入 - 本地保存的 BPSP 文件 / 云共享代码或新建 - 本地/云实施),选择相应设备类型等设置,然后进入项目。
¶ 2. 切片器 - 项目
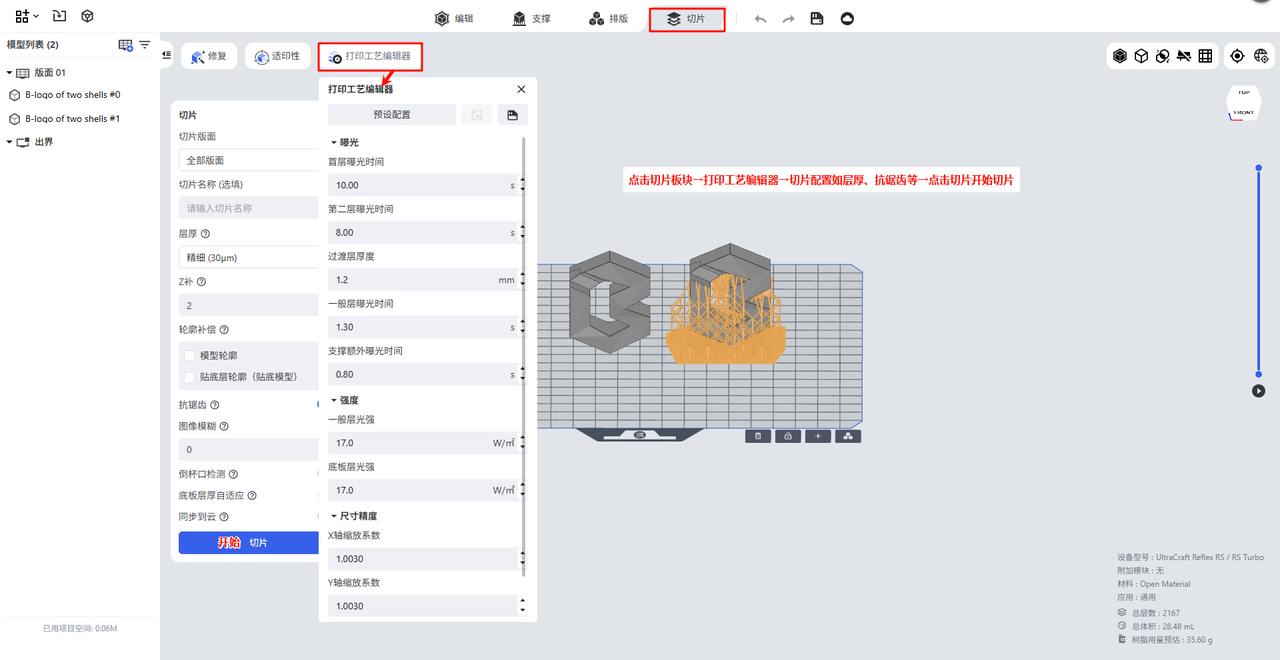
¶ 2.1 切片 - 打印工艺编辑器
与传统软件复杂的参数列表不同,BPS根据材料类型提供智能推荐和设备适配的默认值。您可以修改预设配置,或点击预设配置旁边的保存图标,对已保存的配置进行一键参数修改。
¶ 1. 曝光时间
- 首层曝光时间:
-
切片第一层的曝光时间,用于控制材料第一层的固化程度,以实现与成型平台不同的结合强度。
-
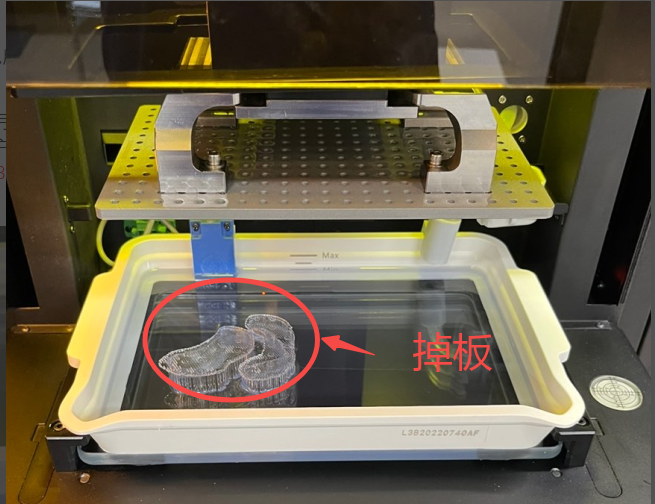
建议将首层曝光时间设置为常规层曝光时间的10倍。如果该值过高,打印件底部与成型平台之间的附着力会过强,导致打印件难以取下。如果该值过低,附着力会不足,可能导致首层打印时或后续剥离过程中打印件底部脱落。
- 第二层曝光时间:
-
第二层切片的曝光时间。由于UV光的穿透深度可能超过单层的厚度,这有助于控制模型底部与构建板之间的附着力。过渡层从这一层开始。
-
建议保持与首层曝光时间一致,当打印件难以刮下时可适当缩短(建议每次调整1秒)。
- 过渡层层数:
-
从第二层到常规层的平滑过渡层数。曝光时间随层数增加呈线性变化,用于降低因不同曝光时长导致的层间开裂风险,并尽量减少层线和大象脚效应。
-
增大此值可提高附着力,减小此值则可加快打印速度。建议使用默认设置(例如,对于0.05mm的层厚默认为20,对于0.033mm的层厚默认为30,对于0.1mm层厚默认为10)。
- 常规层曝光时间:
-
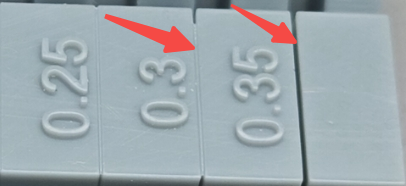
过渡层之上的部分视为常规层。该参数用于调节常规层的固化程度,须根据材料的感光特性精准设置。虽说该参数可自由调整,但软件内置的边界检测机制会标注异常数值,以此保障打印成功率。
-
曝光过度会导致孔堵塞和粘连;曝光不足则会导致缺陷或板脱离。
| 过度曝光可能导致间隙粘连 | 曝光不足会导致细节成型失败、支撑过软、强度不足以及上层剥离失败 |
 |
 |
- 支撑额外曝光时间:
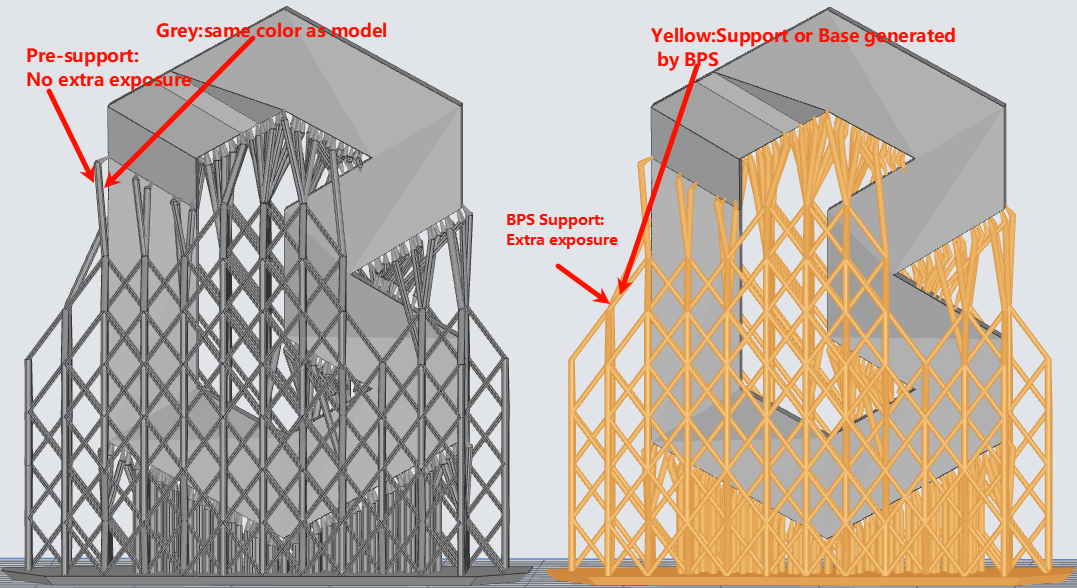
- 专门用于对支撑结构进行额外固化。过高会让支撑结构过于牢固,难以剥离去除;过低则会导致在剥离时变形甚至撕裂,进而引发打印失败。柔性材料建议设置1秒及以上,硬质材料建议设置0.5至1秒。该功能仅适用于软件自己生成的支撑结构。
| |
| --- |
|预支撑模型 vs BPS 支撑模型|
| |
|
¶ 2. 光强
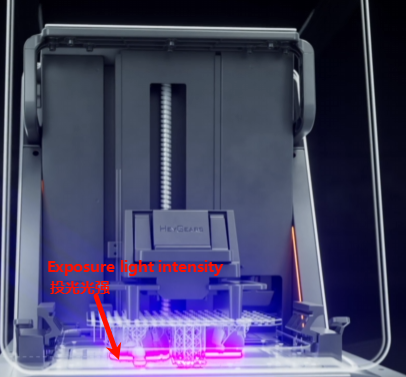
- 常规层光强:
-
该参数调节常规层的紫外线光照强度,可用于优化所用树脂的固化性能、细节成型能力、打印时间、减少残渣等。
-
需结合所用树脂的光敏特性准确设置。针对Reflex RS系列打印机,为保障设备使用寿命,光照功率已做安全限制,范围为 12.0~17.0 W/㎡。
- 底板层光强:
-
底板层是指常规层以下的部分。该参数调节底板层的紫外线光照强度,主要用于调节底板与成型平台的粘附牢固程度。
-
建议与<首层曝光时间>和<第二层曝光时间>联动调节,需结合所用树脂的光敏特性准确设置。工件粘太牢难取下可适当调低,易翘边脱落可适当调高。对于Reflex RS系列打印机,为保障设备使用寿命,光照功率已做安全限制,范围为 12.0~17.0 W/㎡。
¶ 3. 尺寸精度
与使用百分比缩放或内径/外径调整的收缩/公差补偿调整方式不同,BPS提供了更精细的轴向控制。实际模型理论尺寸 = 各轴系数 * 各轴尺寸。可以对这种缩放进行微调,以优化实际打印模型的尺寸偏差,通常使用默认值。如果在打印过程中特定轴出现尺寸偏差,则可以修改该轴的系数值。与轮廓补偿结合使用时,可以实现更灵活的调整范围和更精确的尺寸精度控制。
- Z补偿:
- 可调范围[0, 5],其中数值代表层数。补偿因光线穿透导致的Z轴方向细节损失。启用后可提高尺寸精度,一般可使用默认设置,但可能影响部分精细结构的打印效果。若圆孔在X/Y方向被压缩成椭圆,则调高该值;如果它在Z方向上被拉伸成椭圆,则将其调低。
- X/Y/Z轴缩放因子:
- 与缩放函数一致,但有更精细的调整[0.9000, 1.1000]。实际模型理论尺寸 = 系数 * 尺寸。
- 轮廓补偿:
-
处理模型轮廓以实现模型尺寸补偿,减少尺寸膨胀或收缩。轮廓补偿主要解决光固化3D打印大型模型时可能出现的潜在整体尺寸公差问题,而底层轮廓补偿主要解决模型底部的大象脚问题。按需使用(仅在出现相关问题时启用;如果没有出现问题,则不建议启用)。轮廓补偿可以与模型缩放结合使用,以便更自由地调整模型大小。
-
模型轮廓:
全局作用于每个切片层,范围为[-10,10]。对于大型模型,推荐值为-0.1。
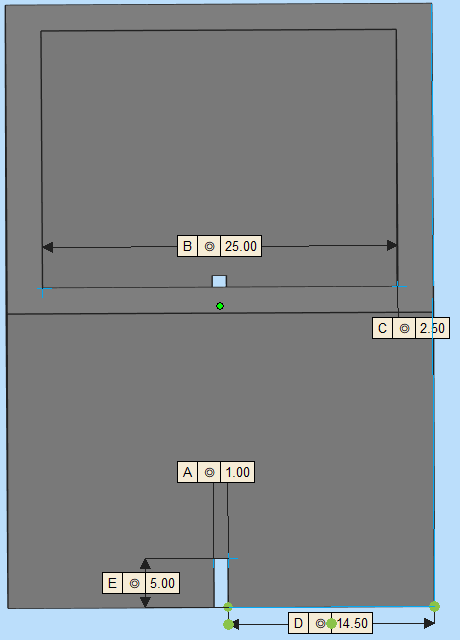
- 底层轮廓:
仅对基础层(默认1mm)有效,用于解决大象脚问题,推荐值为-0.2。
 |
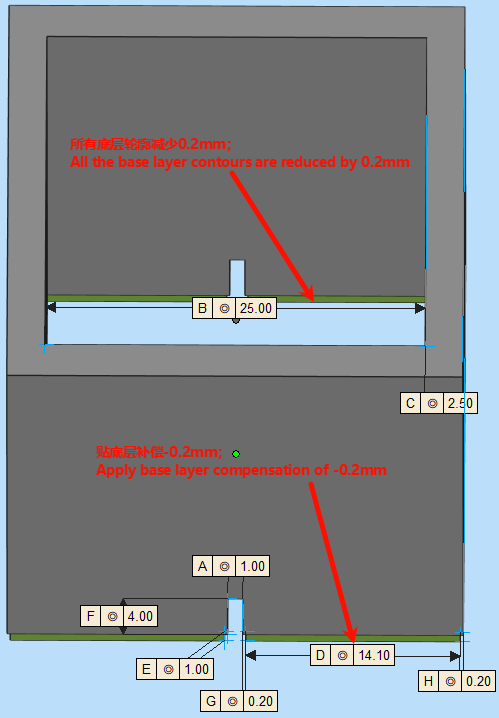 |
贴底层轮廓补偿值 -0.2mm(14.5mm → 14.1mm)
¶ 4. 细节还原
BPS基本模式提供标准灰度级别,旨在平衡表面平滑度和设备处理性能。
- 抗锯齿开关:
在大多数情况下保持开启状态。它可以平滑切片图像的锯齿边缘,使表面更光滑,但可能会影响精细细节的清晰度。
| AA off with Blur off(side surface) | AA on with Blur off(side surface) |
 |
 |
- 图像模糊:
可调值0/2/4,建议使用默认值。较高的级别可更均匀地分布边缘像素灰度,减少层纹和波纹。
| AA on with Blur 0(side surface) | AA on with Blur 4(side surface) |
|
 |
¶ 5. 其他智能策略
- 倒杯口处理:
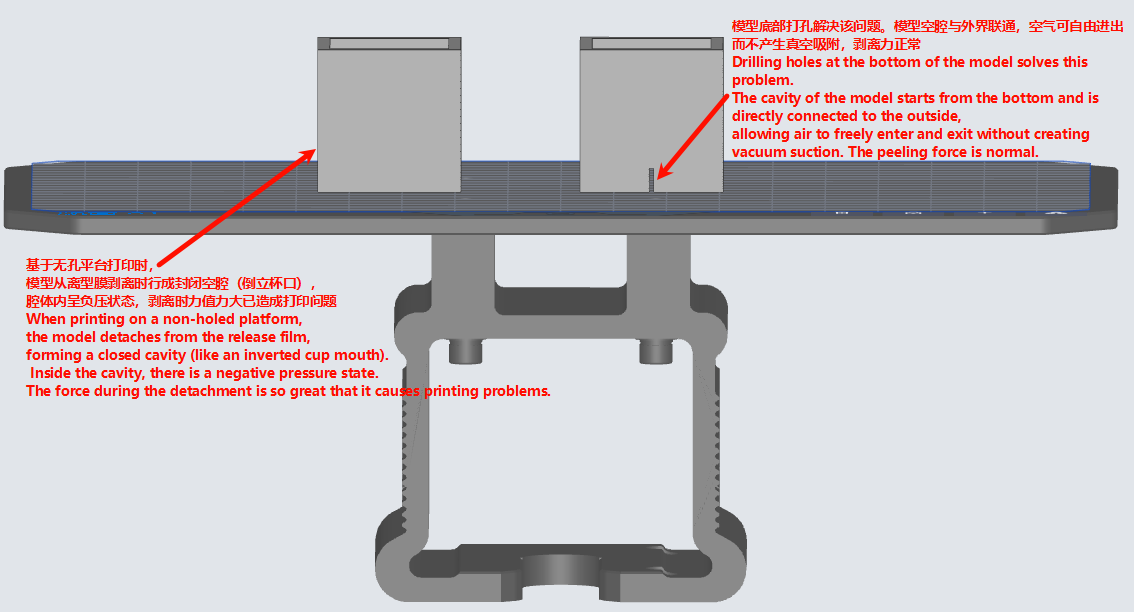
BPS的先进策略之一。切片过程中自动识别模型,无需手动打孔即可打破封闭腔体。显著减少剥离过程中的吸盘效应。
如果内置工艺包支持倒杯口处理,则可以启用;如果不支持,则无法选择启用。
启用倒杯口处理(市场上也称为封闭腔体检测),识别模型在软件切片时自动采用图像策略,无需手动打孔即可突破封闭腔体,显著降低模型打印和剥离过程中因倒杯口(封闭腔体)产生的吸盘效应的影响,避免出现凹陷、波纹、变形甚至脱板等问题,从而实现更好的表面效果。不过,这也可能会显著延长切片和打印所需的时间(仅检测体积≥10mm³的倒杯口结构)。
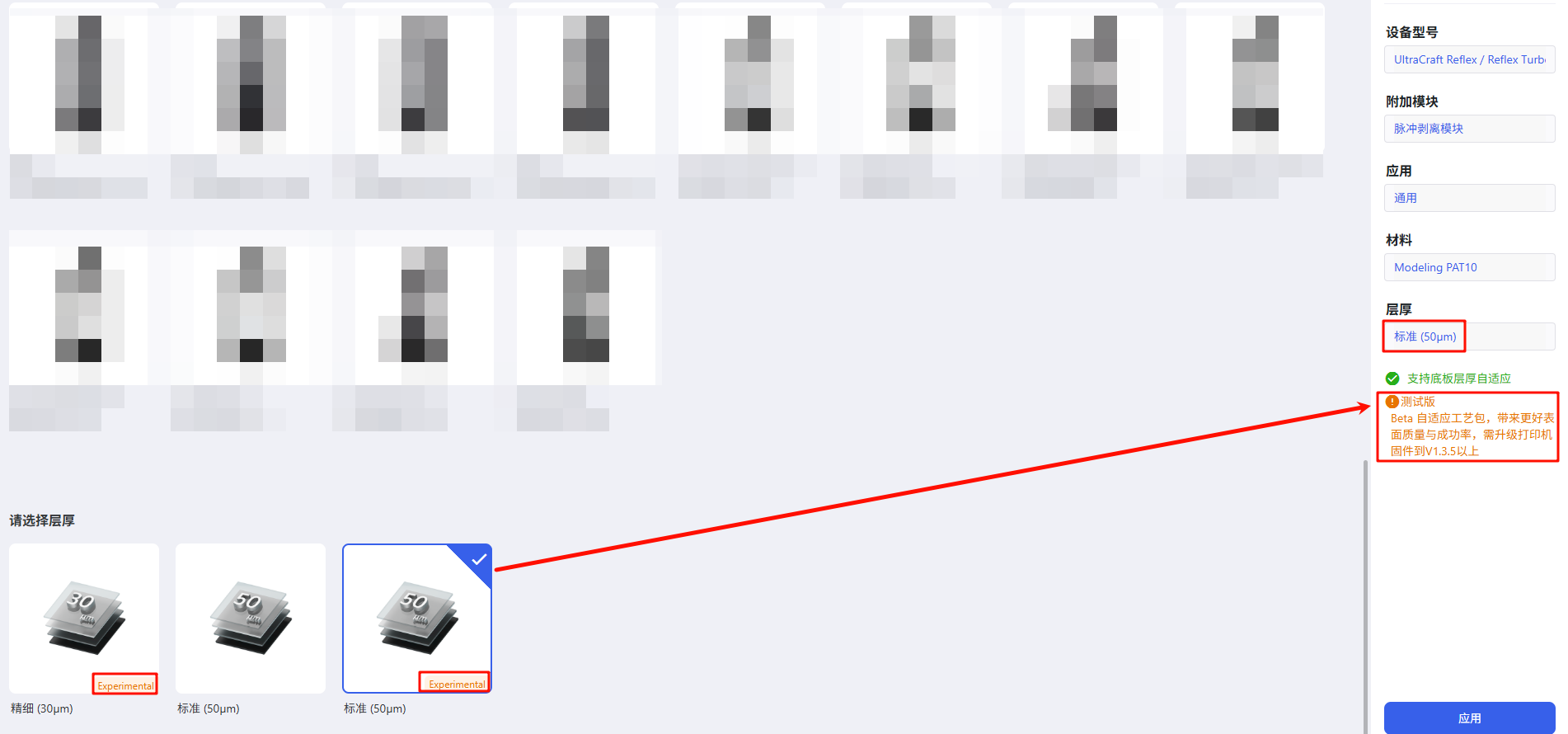
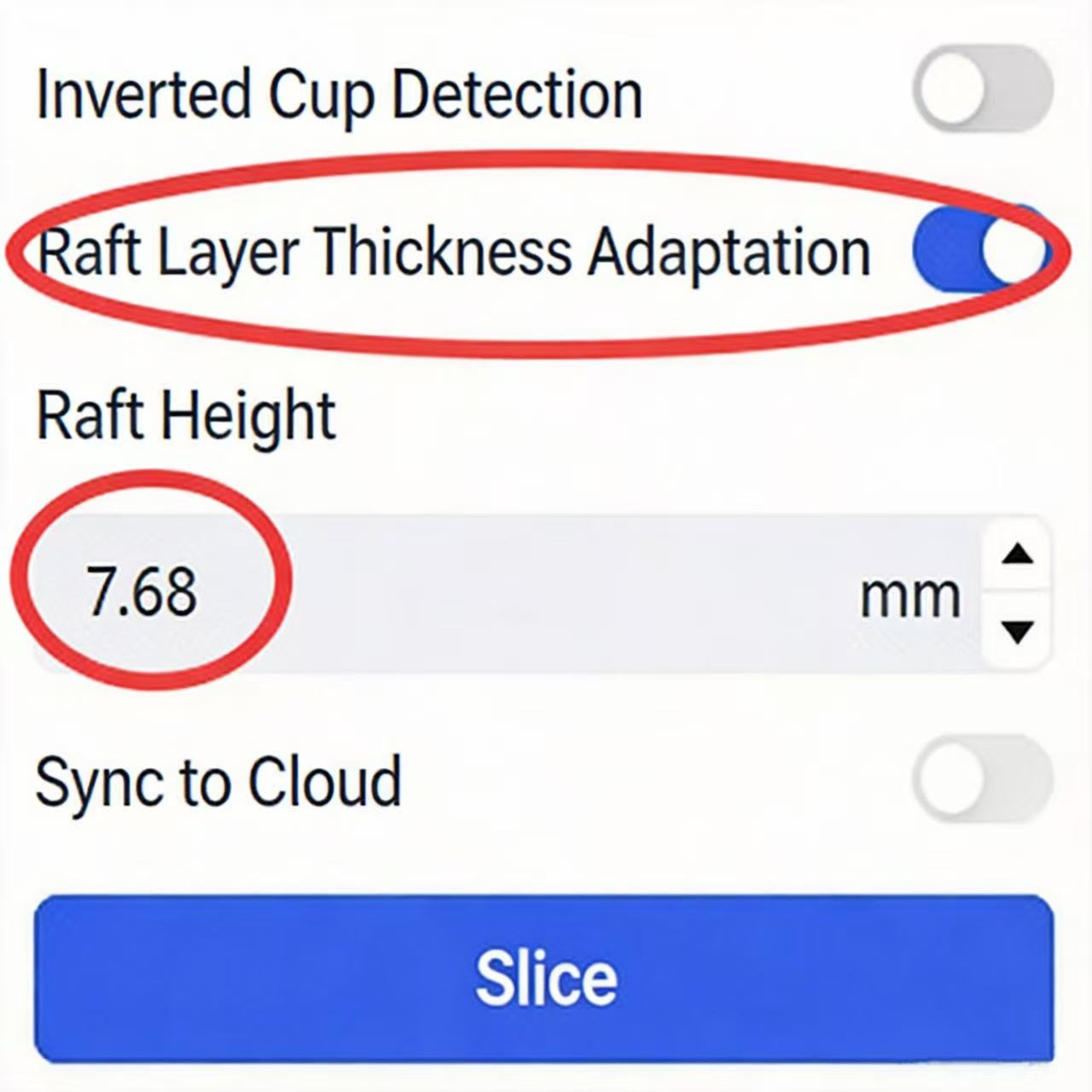
- 底板厚度自适应:
使底板层厚度自适应增加,提高整体打印速度并抵抗层吞噬问题。建议使用智能推荐的默认值。
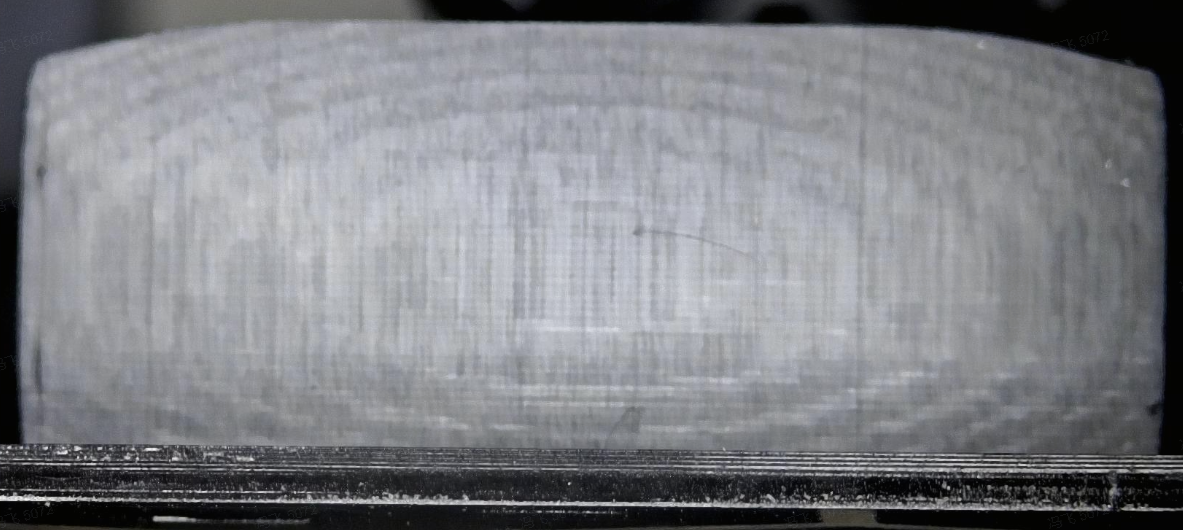
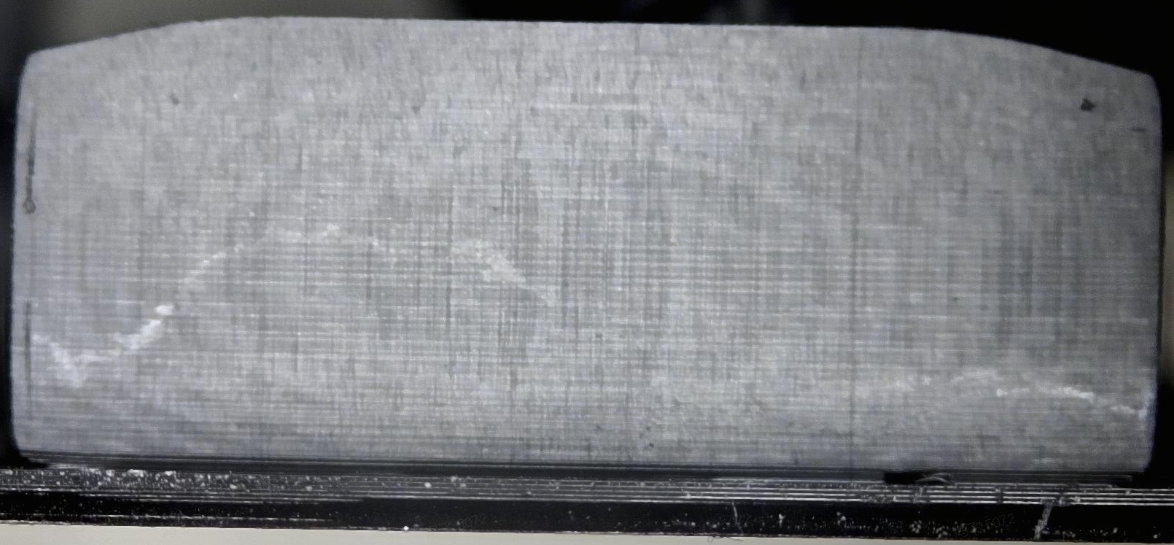
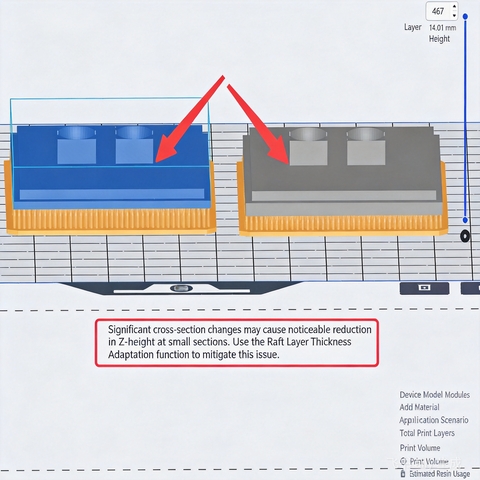
如果内置进程支持此策略,则可以启用该功能。它主要使底板段/设定高度段以下的层厚自适应增加,结合自适应策略提高整体打印速度,解决大底板上下侧的剥离失败问题,缓解LCD光固化中常见的吃层问题(Z轴高度下降)等。不过,也存在风险:在底板高度范围内有出现轻微横向条纹的风险。可调范围为(0, 999),建议使用默认值,或在出现特定问题后按以下指南进行调整。
-
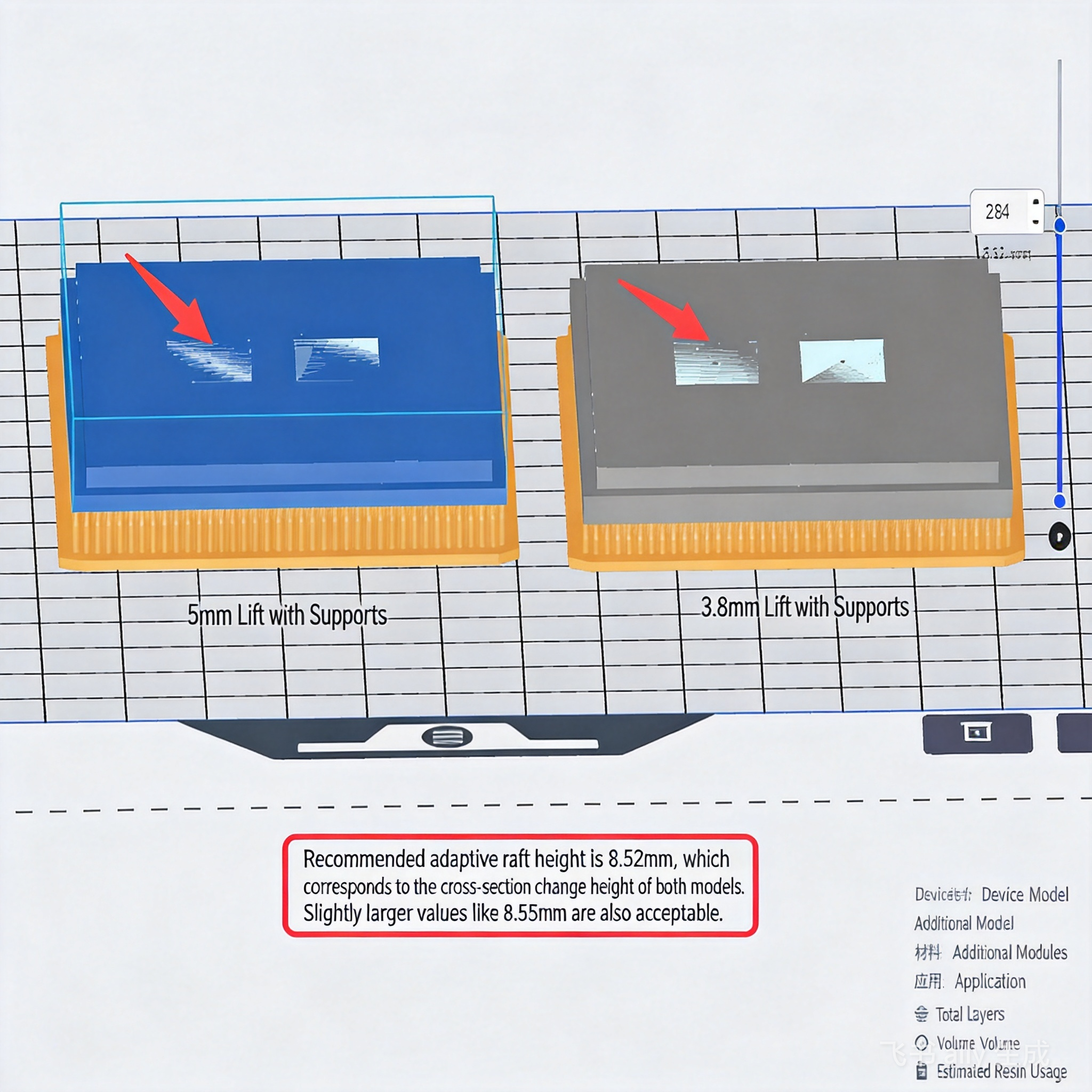
设置底板高度。正常情况下,底板高度设置为底板厚度1.0mm至1.5mm。若有加快打印速度的要求,或模型有明显的截面变化(可能导致打印模型截面变化处结构的Z向高度显著降低),则可将底板高度自定义设置为截面突变处的高度(如下图所示,滑动右侧的层高轴找到对应高度);
-
底板高度为统一值,当板中包含多个截面突变模型且对模型打印高度精度要求较高时,可通过调整支撑标高高度使多个模型截面变化处的高度基本一致。
| | |
| --- | --- |
| |
| |
|