¶ 设计来源
¶ 设计原则
| 设计原则 | 建议的设计方案 | 缺陷 |
| 外形均匀变化 | 1.避免锐边或互相垂直的过渡边缘 2.避免零件截面突变 |
1.锐边无法打磨平整 2.零件截面突变会使得打印件应力不均匀,从而产生打印纹 |
| 壁厚 | 尽可能均匀一致的壁厚 | 不同厚度会导致光线折射不一致,产生波纹或浑浊区域 |
| 空心化 | 避免大实心件,尽可能抽壳 | 实心件会大大增加打印件内部气泡数量,从而报废 |
| 泄液冲洗孔 | 避免盲孔及真空内腔的出现 | 困在盲孔及真空内腔的未固化的树脂难以清洗,从而影响透明效果致使报废 |
| 自支撑 | 合理利用3D打印的自支撑性,减少表面支撑点数量 | 过多的支撑点极大地增加后处理区域与耗时 |
| 可清洗性 | 合理的缝隙/纹理/孔洞,提高清洗效率 | 不合理的缝隙/纹理/孔洞,使得其中的残余树脂难以清洗,增加后处理耗时或无法清洗彻底 |
| 内部抛光 | 不建议。如需,则预留较大内部空间与开口且细小特征 | 较难打磨/喷涂 |
软件设计细节可查看透明产品设计方案
¶ 设计优化
零件组合
利用3D打印的一个优势是它相较传统加工方式极大地增加了设计自由度,生产出无数种传统加工不能制造的形状和功能,彻底变更组件的装配方式,因此当一个组件需要多个零件来装配时,可以尝试将其组合成更少的装配零件来打印,这将减少装配时间和装配难度。
拓扑优化
拓扑优化可以使打印件轻量化,更具科幻效果,同时也会增加一定的后处理难度。
零件装配
需要通过间隙配合组装的零件,建议两者装配位打印摆放角度一致,以获得最佳装配效果。零件装配间隙建议大于0.1mm,以免刮伤内壁。
¶ CAD建议
¶ 设计
¶ 工程类透明材料设计约束指南
PAT10设计约束指南
PAT10材料简介:
Modeling PAT10,高透材料,价格便宜且具有快速打印和优秀的成型能力,可打印精细且结构复杂的模型,外观表现优异;粘度适中、低气味,固化快,后处理方便快捷;具有适中的韧性,桌面跌落不易碎。
材料应用方向建议
A. 对透明度有要求的手办、摆件,例如:BJD骨骼娃、小提琴摆件、骨骼猫摆件;
B. 个性化透明配饰、影视道具等,例如:发簪、耳挂饰品、装饰眼镜、时装包等;
C. 消费电子产品外壳类原型验证
D. 对长期抗黄变有需求的透明应用场景,例如:Hi-fi耳机壳、灯罩量产;
¶ 模型类透明材料设计约束指南
¶ 工程类透明材料设计约束指南
¶ 模型类透明材料设计约束指南
¶ 数据准备
¶ Blueprint Studio快速使用指南
注: 根据实际情况选择料盘。如实际使用脉冲模块+脉冲料盘打印,则在BPS前处理时选择脉冲料盘进行模型前处理切片,其软件内默认支撑参数一般较常规料盘更加精细,材料损耗会更低,打印成功率会更高。
¶ Blueprint Studio详细使用指南
¶ Blueprint Studio模型处理快速使用指南
Blueprint Studio模型处理
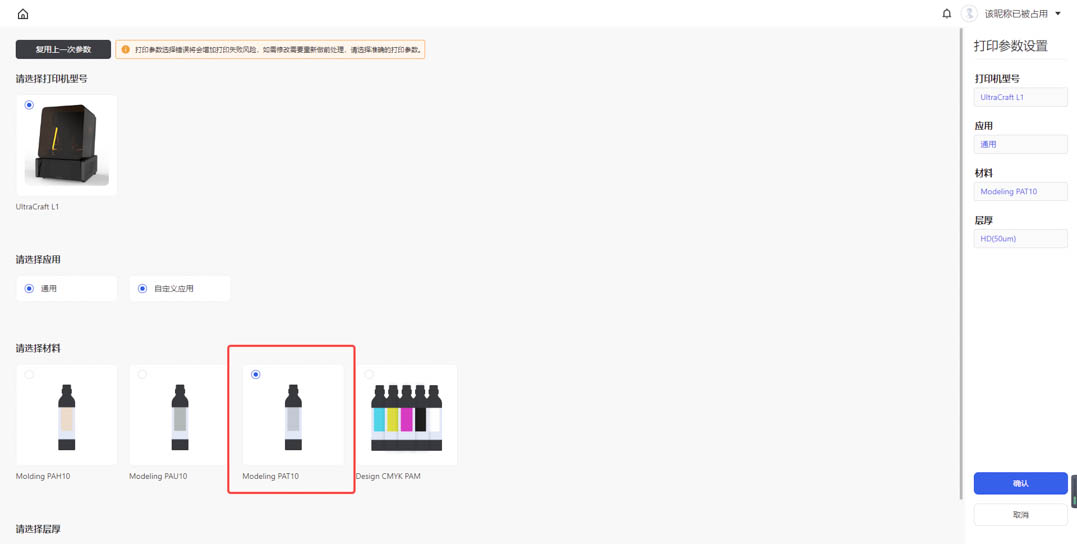
| 步骤1:选择前处理 | 步骤2:选择Modeling PAT10材料 |
 |
 |
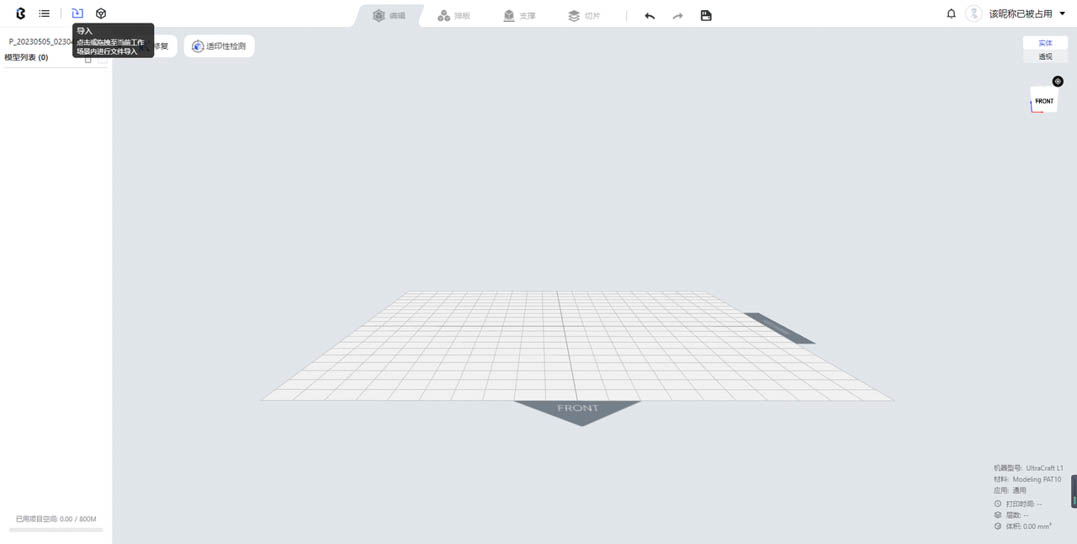
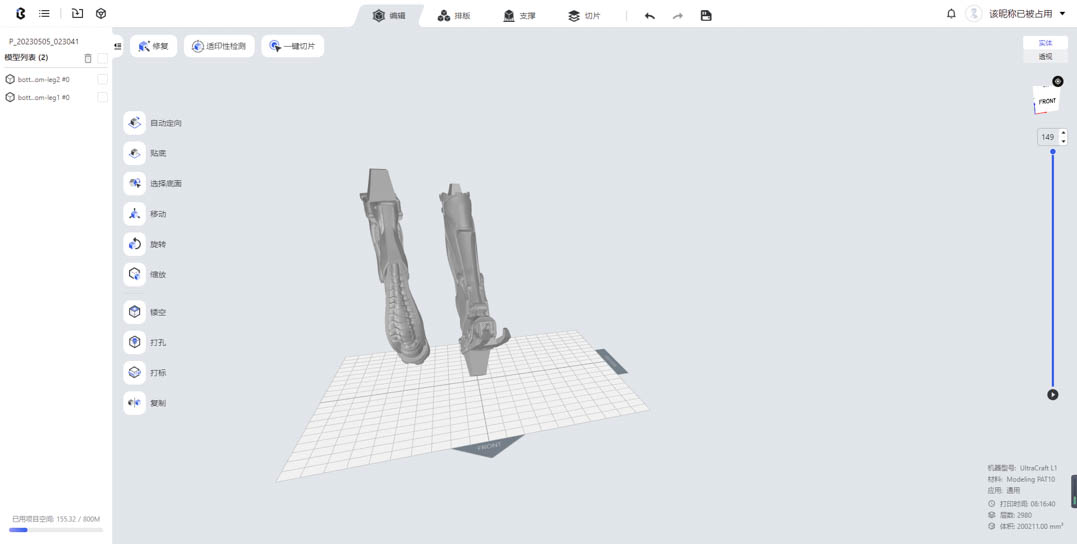
| 步骤3:点击导入按钮或者拖动模型到软件 | 步骤4:使用编辑工具完成模型的旋转、缩放、镂空、打孔、打标、复制等操作 |
 |
 |
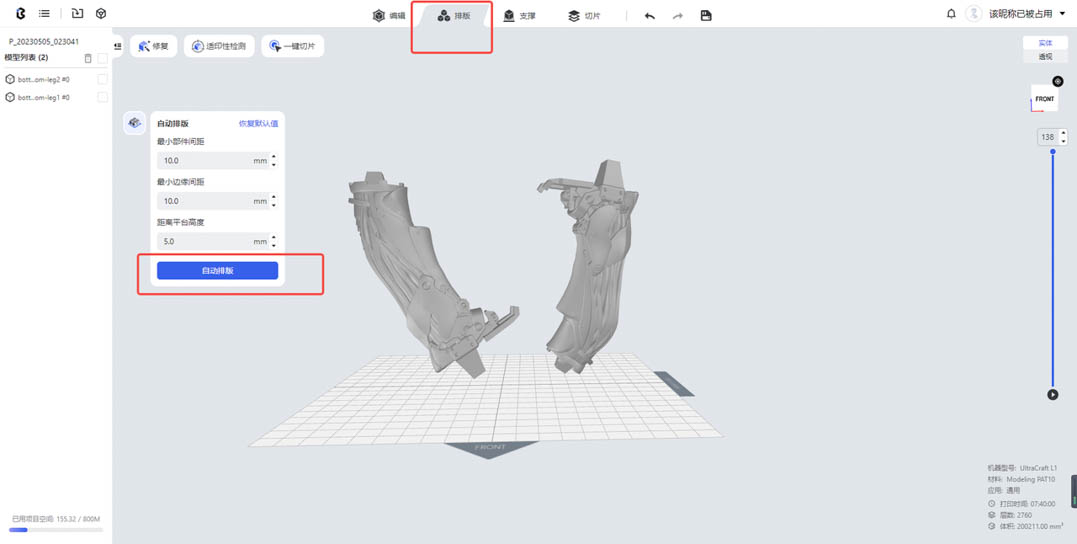
| 步骤5:选择自动排版零件 | 步骤6:默认选择脚手架支撑,完成支撑的添加 |
 |
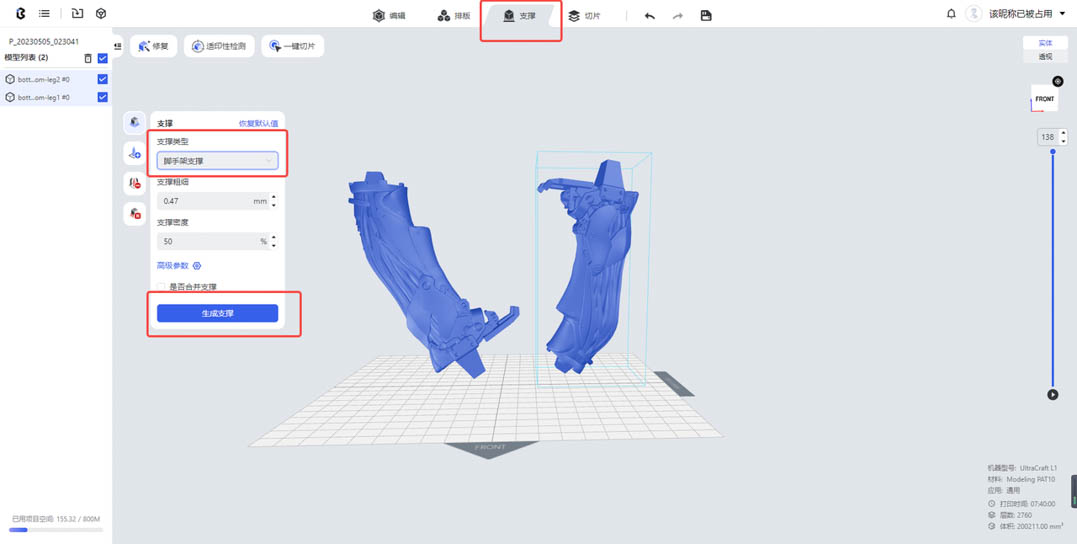 |
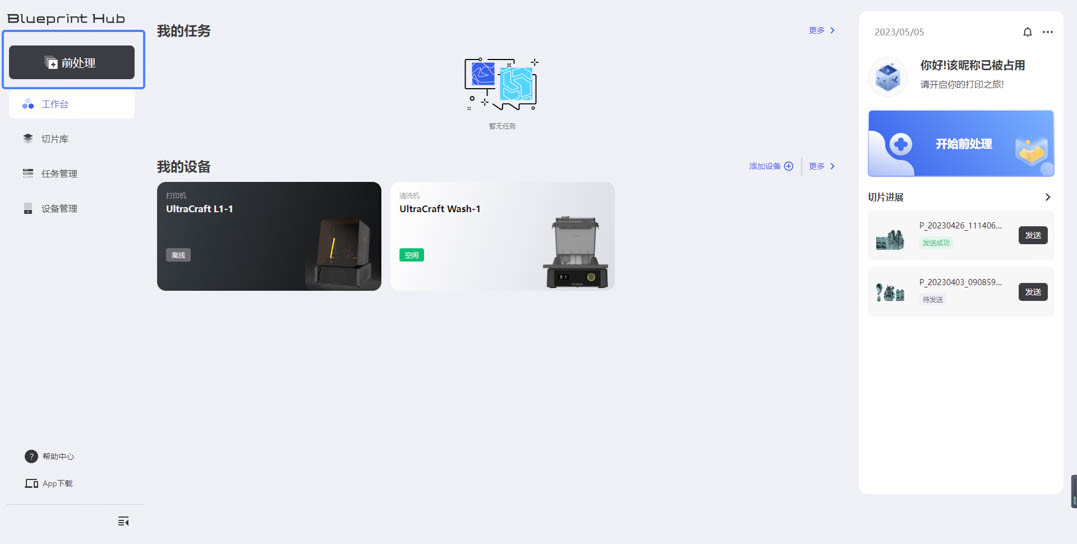
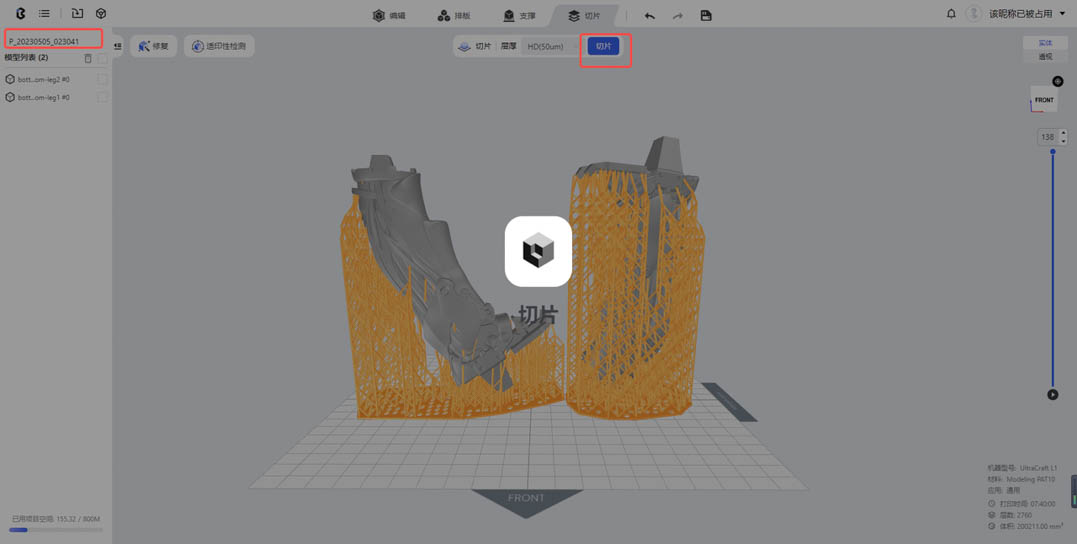
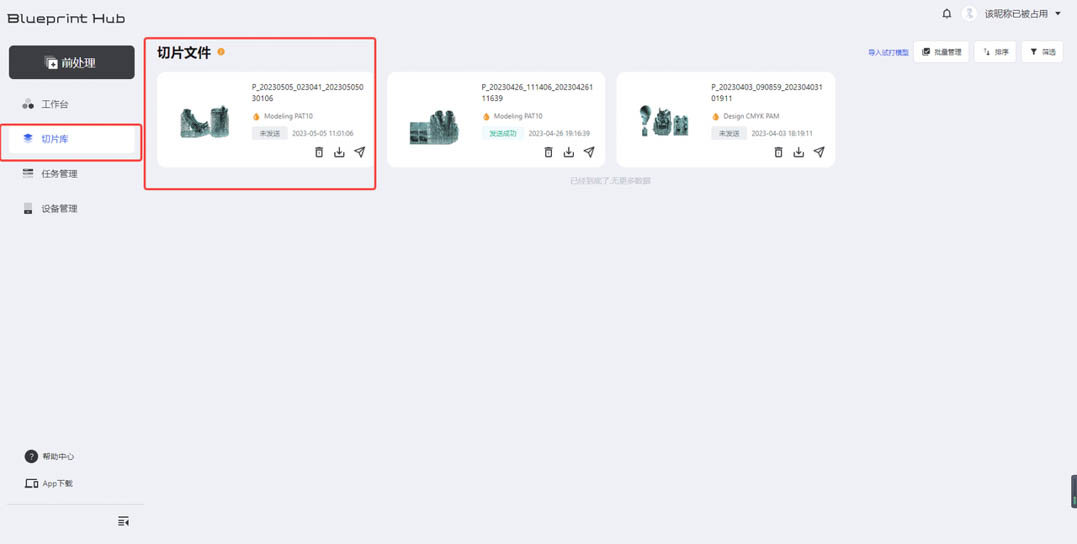
| 步骤7:选择切片板块进行切片,如需可在左边更改文件名称 | 步骤8:完成切片后,可在切片库进行切片查看及下发工作 |
 |
 |
¶ 透明件摆放和支撑贴士
模型摆放原则
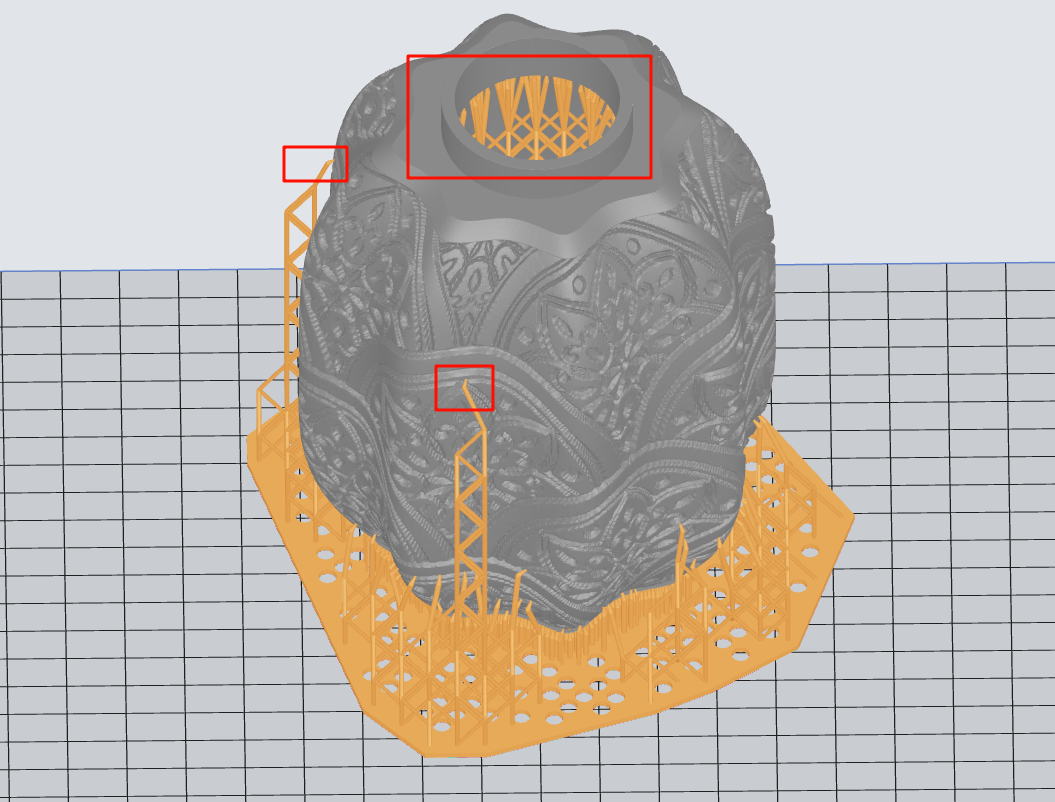
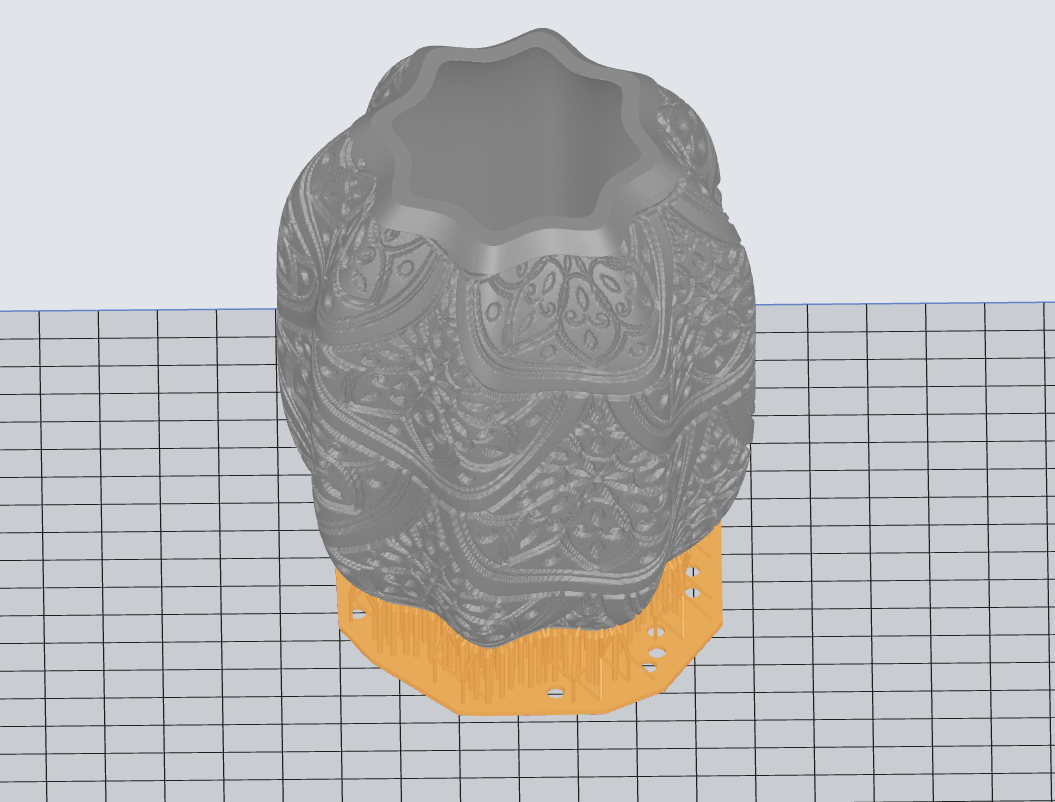
在软件界面顶部点击【编辑】区“选择底面”+“平移”+“旋转”功能,将所需打印的模型按一定的原则进行摆放(基于细节/特征面朝上、锐角朝上、倒杯口朝下、少支撑等原则),分步骤操作如下:
通用原则: 模型较好的摆放不止一种。为保证细节纹理部位的表面质量、横梁下表面平整度、实心长杆或大平面打印成功率,一般需要将特征面朝上摆放、带横梁的结构倾斜(与平台成60°)摆放、实心长杆或大平面倾斜(与平台成30-45°)摆放;
模型摆放时避免长直边或者平面平行于打印平台,尽可能地减小每一层打印面积,这样能够有效地降低在打印模型时产生的剥离力过大及变形风险,保证打印效果;
模型重要细节面一般优先朝上摆放,因为添加的支撑会影响模型表面细节,拆除支撑后根据需要进行打磨处理;
调整模型摆放避免模型空腔内部生成无法手动去除的支撑、可去除模型上0.8mm内悬臂的支撑、精细部位/锐角朝上避免在底部承重或底部支撑较多需拆除时损伤精细部位;
模型摆放自由度较高,在遵循大前提下,自动生成支撑后可检查模型,对支撑进行删减或调整模型摆放重新生成支撑对比。
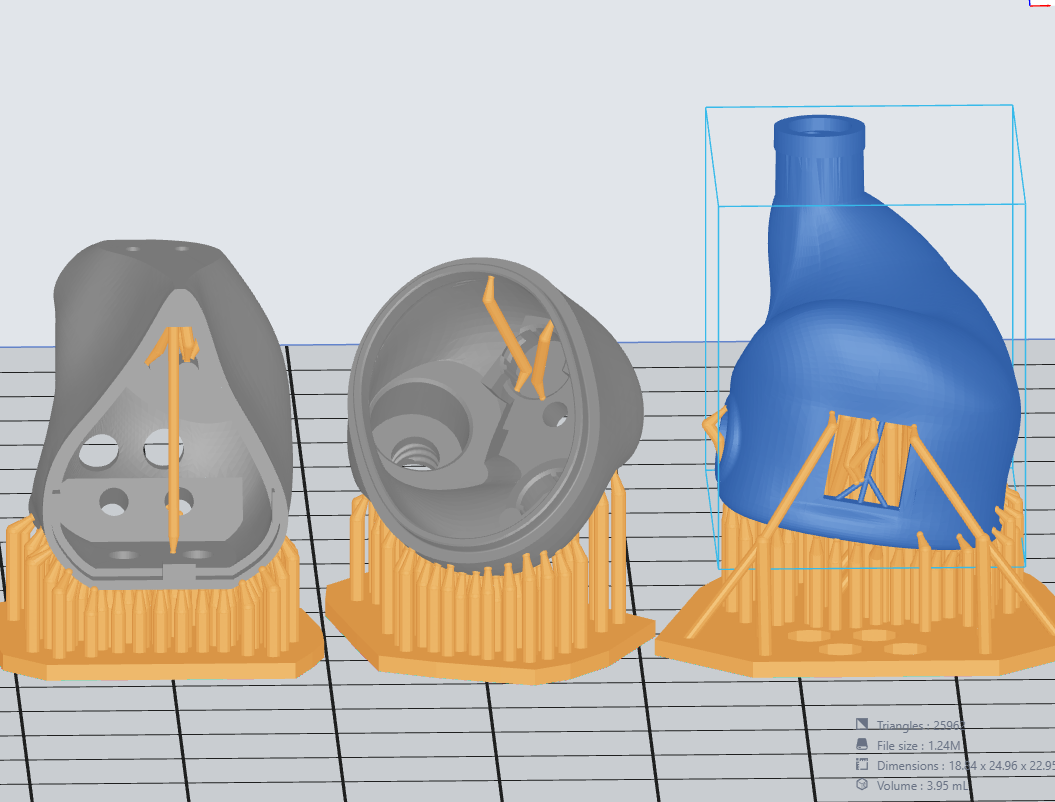
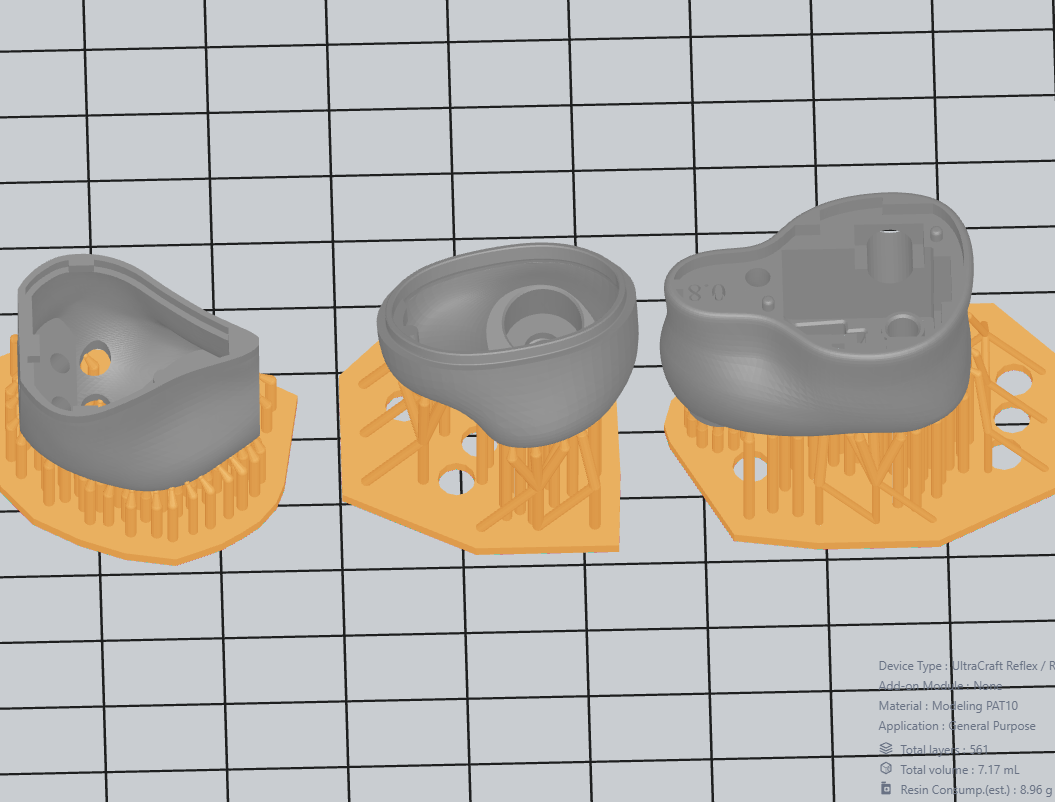
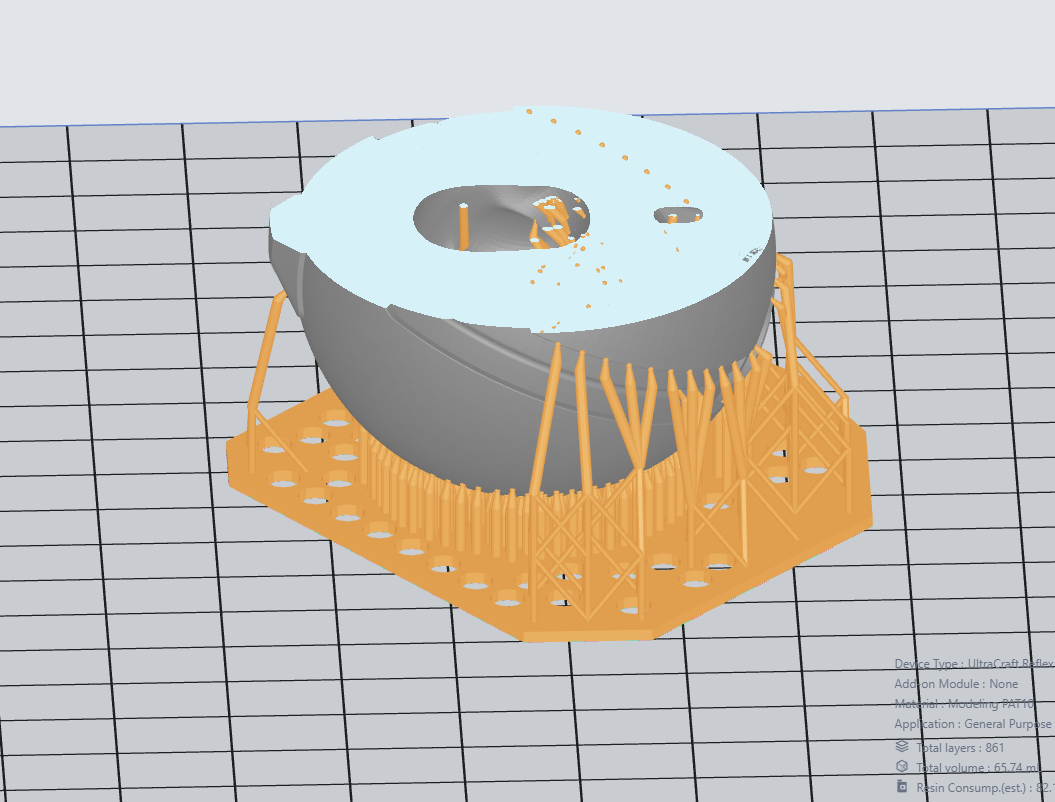
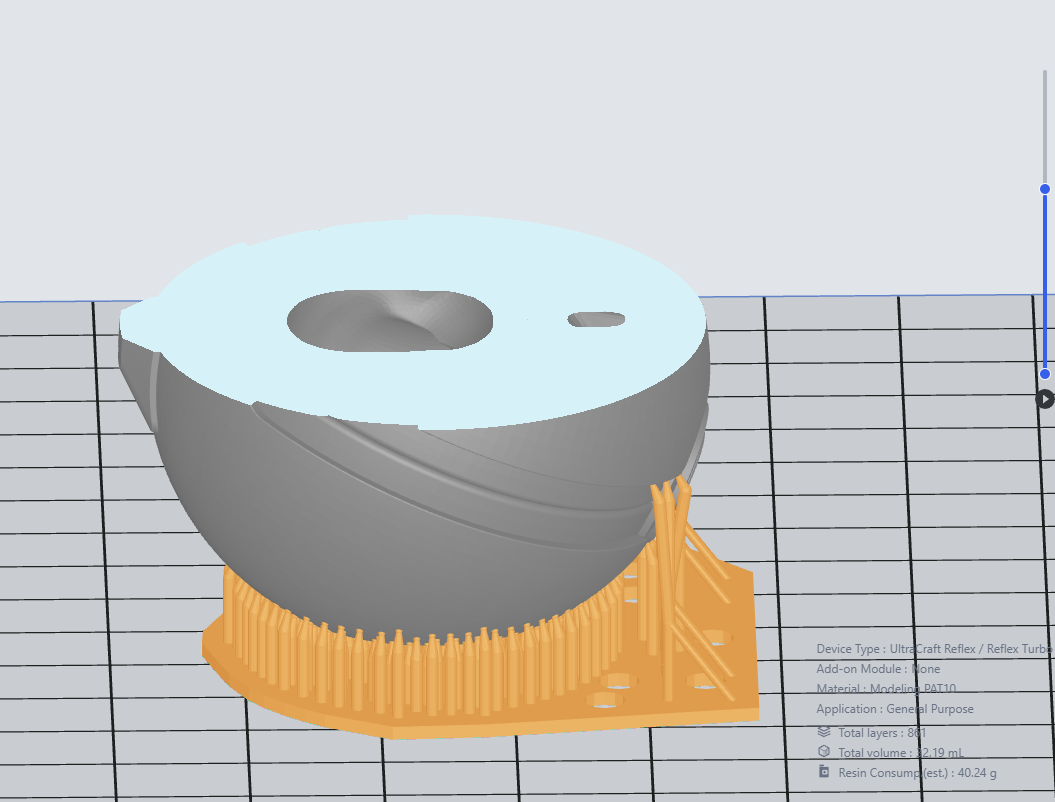
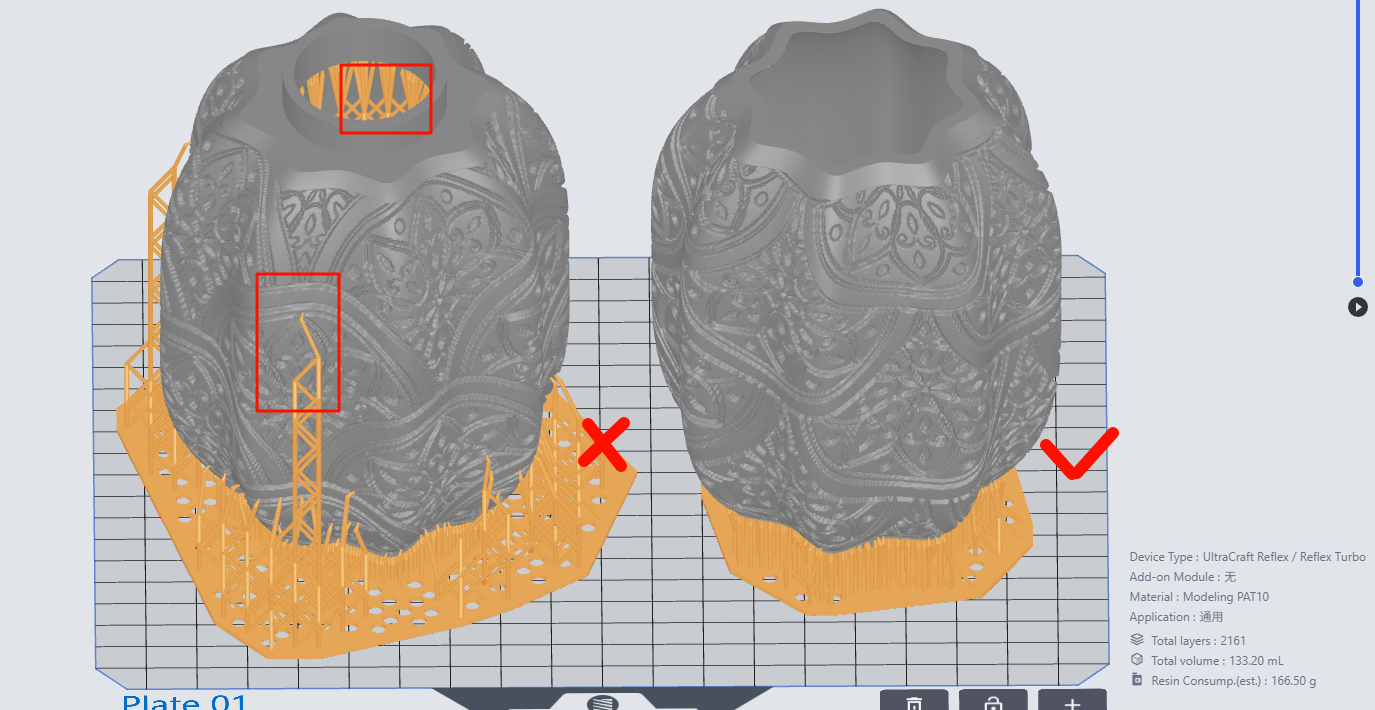
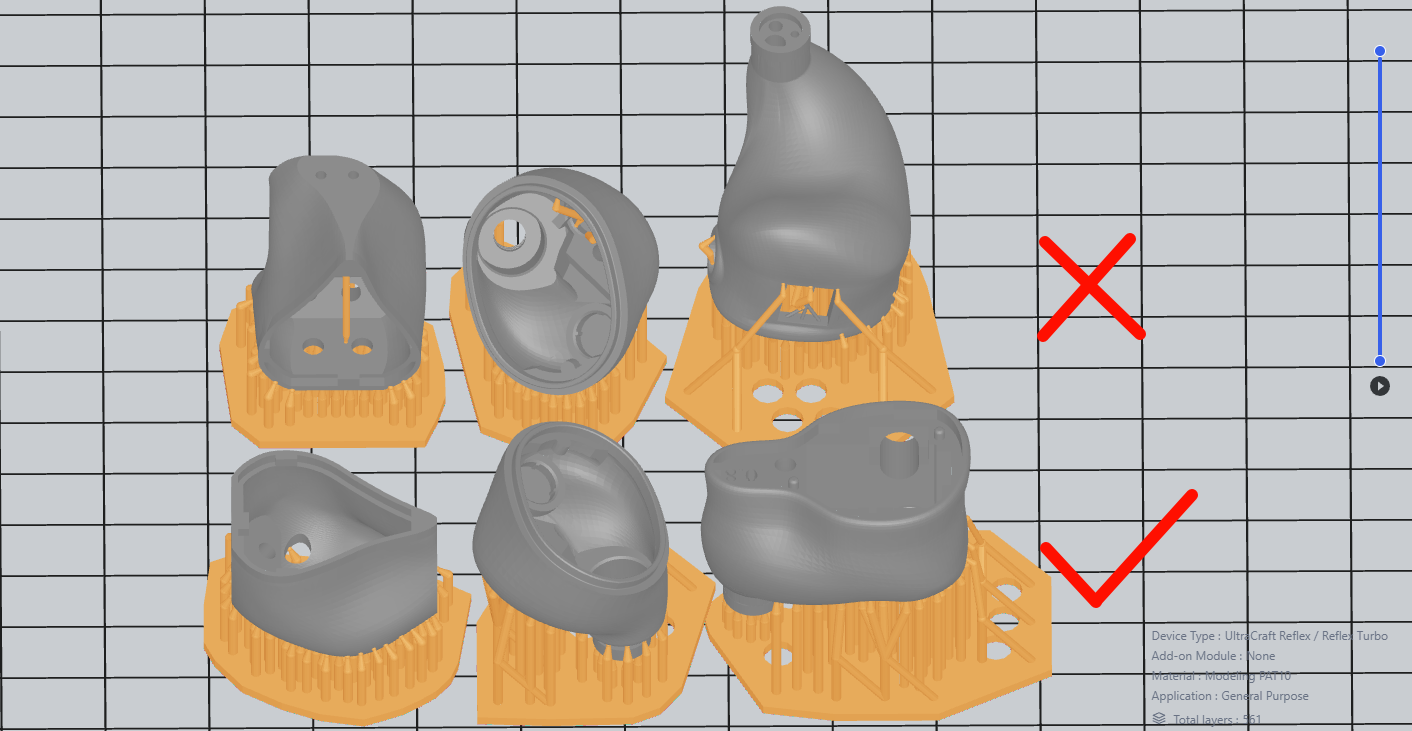
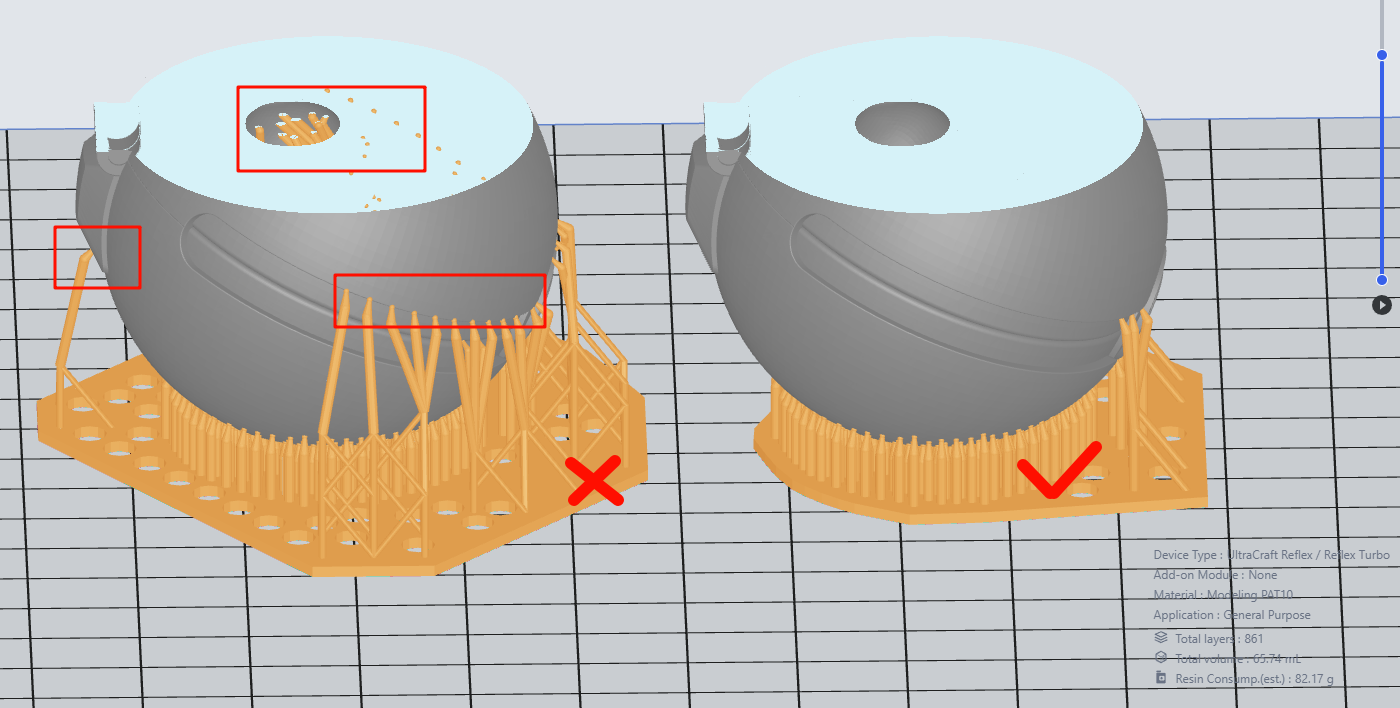
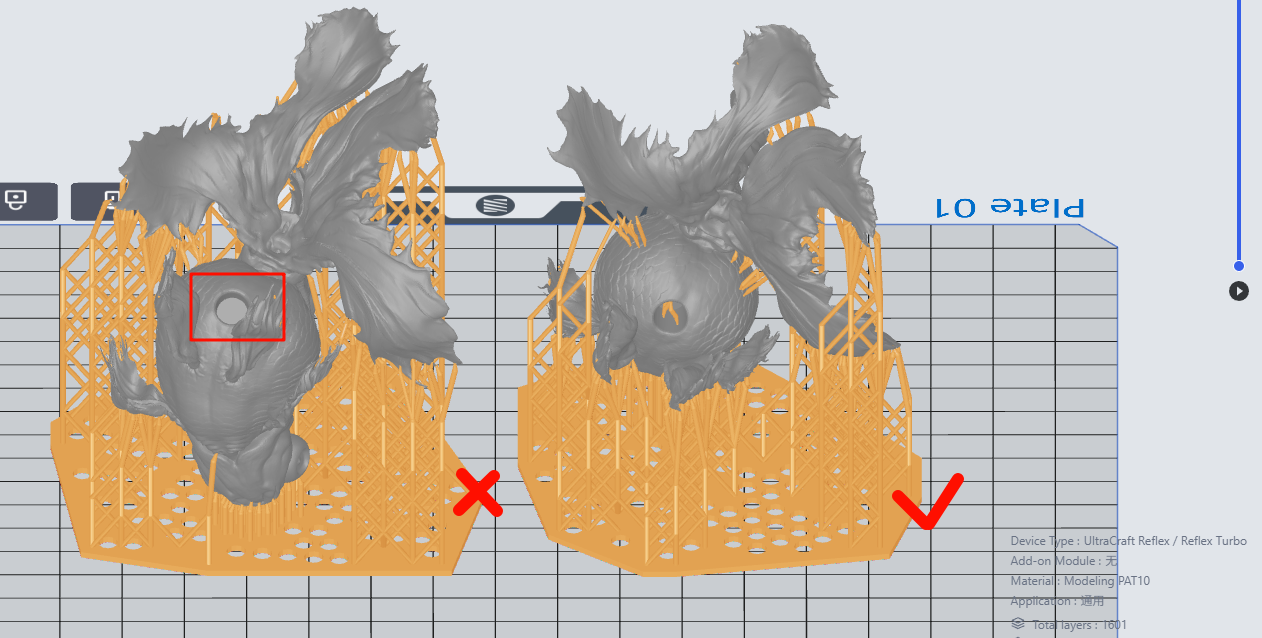
| 灯笼桶灯罩-PAT10 | 耳机案例-PAT10 | 精灵球摆件-PAT10 | 金鱼摆件-鱼本体-PAT10 | ||||
| Bad | Good | Bad | Good | Bad | Good | Bad | Good |
|
|
|
|
|
|
|
|
| 少支撑摆放,0.8mm内悬臂支撑手动删除,支撑检查及补强 | 导音口朝下,避免耳机模型间支撑生成,支撑检查及补强 | 内部非最低点支撑去除,外部0.8mm内悬臂支撑去除,支撑检查及补强 | 精细部位/锐角朝上,避免倒杯口,支撑检查及补强 | ||||
|
|
|
|
||||
¶ 打印及后处理
¶ 打印及后处理快速指南
| 步骤1:切片可以通过Blueprint Studio下发或者U盘下载导入打印机进行打印。 | 步骤2:打印 |
 |
 |
| 步骤3:清洗,清洗参数可以通过Blueprint Studio任务下发或手动输入 | 步骤4:后固化,固化参数可以通过Blueprint Studio任务下发或手动输入 |
 |
 |
¶ 打印及后处理详细指南
黑格R系列打印机操作 & 使用指南
Reflex/Reflex Turbo使用指南
Reflex RS/RS Turbo使用指南
Reflex 2使用指南
Reflex 2 Pro使用指南
搭配脉冲剥离模块
脉冲剥离模块使用指引
脉冲剥离模块2使用指引
UltraCraft Wash清洗机 & UltraCraft Cure固化机使用指南
Reflex首次打印-清洗和固化
Reflex首次打印-清洗和固化
¶ 工件准备
¶ 工具清单

打磨
| 分类 | 名称 |
| 试剂类 | 水 |
| 设备类 | 超声波清洗机 |
| 工具类 | 海绵砂纸(320、400、600目) 、毛刷、清洗盒、无尘布、气枪 |
喷涂
| 分类 | 名称 |
| 试剂类 | 黑格光油、乙酸乙酯稀释剂(浓度≥99.5%且水分含量≤0.10%)、光油固化剂(可选使用聚氨酯固化剂,如科思创/拜耳 N75等) |
| 设备类 | 黑格UltraCraft Cure、水帘柜、喷漆泵、喷笔(0.3或0.5mm口径) |
| 工具类 | 防护眼镜、3M防毒面具、丁腈手套、一次性塑料杯、一次性滴管、玻璃搅拌棒、滤纸400目-600目、无尘布、竹签上色夹、电子秤(建议精度为0.1g及以上)、黑色密封胶瓶(避光密封容器) |
刷涂
| 分类 | 名称 |
| 试剂类 | 黑格光油、光油固化剂(可选使用聚氨酯固化剂,如科思创/拜耳 N75等) |
| 设备类 | 黑格UltraCraft Cure、固化上色转转机 |
| 工具类 | 防护眼镜、3M防毒面具、丁腈手套、笔刷、一次性塑料杯、玻璃搅拌棒、竹签上色夹、上色底座 |
浸染
| 分类 | 名称 |
| 试剂类 | 水性染色剂、水 |
| 设备类 | 恒温水浴箱 |
| 工具类 | 计时器、丁腈手套、2000ML量杯、玻璃搅拌棒、一次性滴管、电子秤(建议精度为0.01g及以上)、滤纸400目-600目、温度计(量程100°)、N95口罩 |
¶ 基材准备
- 样品基材喷涂前需进行必要的打磨及清洁处理,以便消除样品3D打印支撑点、层纹,并增强漆膜附着效果,使漆膜光亮平整,这对后面喷涂成品表面效果呈现是关键步骤。
打磨
| 试剂类 | 水 |
| 设备类 | 超声波清洗机 |
| 工具类 | 海绵砂纸(320/400及600目) 、毛刷、清洗盒、无尘布、气枪 |
¶ 1.打磨
- 粗目数的砂纸(320或400目)将模型支撑点打磨至平顺,粗目数打磨完成后,再600目砂纸全身打磨一遍即可,光油可以覆盖住600目的砂纸痕。
¶ 2.清洁
- 检查模型打磨完成后,使用毛刷将样品模型表面与缝隙处粉尘清扫干净。

- 将初步清洁后的样品放入盛有清水的清洗盒中,使用超声波清洗机清洗3min将样品彻底洗净。

- 将模型取出后用气枪将残留液体吹干,放入烘箱中烘烤30分钟,将模型缝隙残留水分烘干。烘烤温度取决于材料耐热性,一般60℃即可,若样品变形则需适当降低温度烘烤。
¶ 染色准备
¶ 浸染准备
浸染
| 试剂类 | 水性染色剂、水 |
| 设备类 | 恒温水浴箱、恒温鼓风干燥箱 |
| 工具类 | 计时器、丁腈手套、2000ML烧杯、玻璃搅拌棒、一次性滴管、电子秤(建议精度为0.01g及以上)、滤纸400目-600目、温度计(量程100°)、N95口罩 |
¶ 染料调配
水性染色剂和水稀释配比
颜色较深:按1:5(水性染色剂:水)。
颜色适中:按1:20(水性染色剂:水)。
颜色偏浅:按1:50(水性染色剂:水)。
依据样品颜色深浅选择对应稀释配比,溶液稀释后搅拌均匀,用400目滤纸过滤,调配好的溶液装进烧杯放到恒温水浴箱加热
¶ 恒温水浴箱温度设置
恒温水浴箱温度设为:65°,调配好的溶液温度达到60-65°即可开始染色。
¶ 染色
1.染色前基材表面清洁烘干(基材如有管道,管道里不可有水)
2.浸染时染液没过基材(适合染单一颜色样品制作)
3.染色要从浅到深逐步增加时间
4.样品浸染完成需放置到清水里漂洗干净,吹干,放置烤箱里60°烘烤30分钟
¶ 手绘准备
¶ 手绘
1.染色前基材表面清洁烘干
2.用笔刷粘染料刷涂样品局部位置(适合多色或渐变色样品制作)
3.样品手绘完成需放置到清水里漂洗干净,吹干,放置烤箱里60°烘烤30分钟
¶ 喷涂准备
彩色喷涂跟光油喷涂步骤基本一致,请参考4。
¶ 喷涂准备
调配前请做好相关防护措施,并准备以下工具:
喷涂
| 试剂类 | 黑格光油、乙酸乙酯稀释剂(浓度≥99.5%且水分含量≤0.10%)、光油固化剂(可选使用聚氨酯固化剂,如科思创/拜耳 N75等) |
| 设备类 | 黑格UltraCraft Cure、水帘柜、喷漆泵、喷笔(0.3或0.5mm口径) |
| 工具类 | 防护眼镜、3M防毒面具、丁腈手套、一次性塑料杯、一次性滴管、玻璃搅拌棒、滤纸400目-600目、无尘布、竹签上色夹、电子秤(建议精度为0.1g及以上) |
¶ 光油调配
¶ 1、光油稀释配比.
光油稀释配比与喷涂膜厚参考如下,光油膜厚范围(15~35μm)
-
适中20μm~30μm(光油100g:乙酸乙酯170g)。
-
膜厚较厚35μm以上(光油100g:乙酸乙酯150g)。
-
膜厚较薄如15μm以下(光油100g:乙酸乙酯200g)。
情景一:样品基材直接喷涂(配比范围为质量比),光油:乙酸乙酯稀释剂 = 100g :150g~200g。
情景二:基材经过染色、已喷涂底漆等特殊处理后喷涂: 直接喷涂光油可能附着力不佳,可在已稀释光油(光油:稀释剂=100g :150g~200g)中添加固化剂(已稀释光油:固化剂= 100g:5g)。
依据样品基材选择对应方式进行光油的调配和使用,如加固化剂需要注意缓慢搅拌均匀避免过多气泡产生影响刷涂效果。
温馨提示:
乙酸乙酯属易挥发溶剂,如稀释后的光油未用完需装入黑色容器中密封避光保存。对于添加了固化剂的光油则不建议保存,保存过久使用可能会导致光油喷涂困难及附着力差等问题。
¶ 调配演示
- 示例:采用光油:稀释剂(乙酸乙酯) =100g:170g的比例,稀释调配光油135g,再添加对应比例固化剂6.75g。
 |
 |
 |
- 将各组分调配一起后使用搅拌棒将杯中试剂充分搅拌混匀。
- 将光油倒入至400-600目过滤纸中进行过滤,过滤后的光油可进行喷涂。

¶ 后处理成品工艺
¶ 后处理关键工艺指南
UltraPrint-Modeling PAT10 后处理SOP
打磨标准化指导方案
¶ 光油喷涂
- 喷笔未装光油状态下对气压进行调试。
-
0.3口径喷笔将气压数值调到20psi,一般适用于体积在50mm*50mm*50mm以内的模型。
-
0.5口径喷笔气压值树值调到25-30psi,一般适用于体积在50mm*50mm*50mm以上的模型。
 |
 |
- 将调配好的光油倒入喷笔中。

- 调节喷涂距离,保持喷笔与模型在12cm-15cm以内的合适距离,进行反复喷涂。
- 检查模型是否有未喷涂到位的地方,如有及时补喷。

¶ 刷涂演示
刷涂
| 试剂类 | 黑格光油、光油固化剂(可选使用聚氨酯固化剂,如科思创/拜耳 N75等) |
| 设备类 | 黑格UltraCraft Cure、固化上色转转机 |
| 工具类 | 防护眼镜、3M防毒面具、丁腈手套、笔刷、一次性塑料杯、玻璃搅拌棒、竹签上色夹、上色底座 |
-
将模型与竹签上色夹连接(避免刷涂时手或手套触碰到模型表面)。
-
按所需计量的光油倒入至容器中。
-
确认细毛刷干净无异物,沾取适量光油,一个方向对模型均匀刷涂。
| 竹签上色夹与模型连接 | 均匀涂抹 |
 |
 |
温馨提示: 请尽快放入至固化机中固化,防止光油流挂出现积油和空气尘点附落在表面。未用完的光油进行过滤回收至材料瓶中进行避光处理。
¶ 各类透明效果指南
¶ 质检标准
质检使用工具:台式放大镜高清LED灯
流明系数:4200-5000LM
功率:15W
色温:5500K
检测方式:目视、距离30-40cm
比对标准:菲林卡

| 不良类型: | 图片 | 检验方法/参照物 | 限度标准 |
| 外部气泡 | 图片 | 目视/菲林卡 | 气泡直径大小划分: 1.面积≤0.03,N≤3(A等级标准) 2.面积≤0.05,N不限(B等级标准) |
| 杂质 | 图片 | 目视/菲林卡 | 按杂志面积大小划分: 1.面积≤0.03,N≤2(A等级标准) 2.面积≤0.05,N≤5(B等级标准) |
| 缺损气泡 | 图片 | 目视/菲林卡 | 缺损按面积大小划分: 1.面积≤0.03,N≤2(A等级标准) 2.面积≤0.05,N≤5(B等级标准) |
¶ 黑格原创案例
| 金鱼摆件 |  |
 |
| 灯罩模型 |  |
 |
| 灯罩模型B |  |
 |
| 皮皮虾模型 |  |
 |
¶ 内染色高透
双层结构设计:透明解决方案:精灵球标准化流程
浸染后二次打磨:透明解决方案:内上色耳机标准化流程
¶ 彩色半透
浸染:透明解决方案:灯罩标准化流程
手绘:透明解决方案:金鱼摆件标准化流程